- 品牌
- 马德宝
- 型号
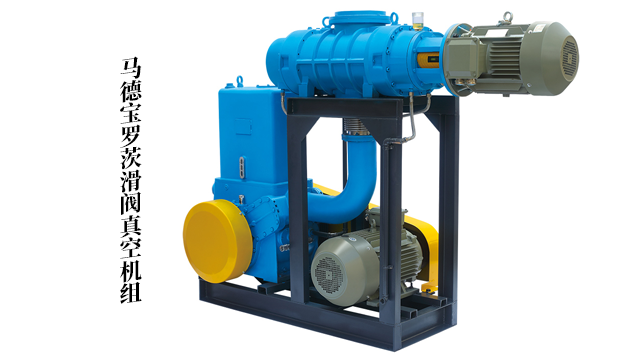
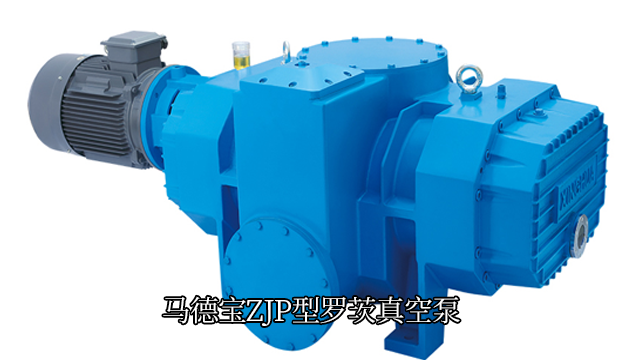
- JZJL/JZJPH(2H)/JZJ2S等罗茨真空机组
高负压(-98kPa 以上,如矿山深部瓦斯抽采)场景需对罗茨机组进行结构强化,**升级三个维度。转子采用 42CrMo 整体锻造合金钢,经 860℃淬火 + 580℃回火调质处理,硬度达 HB220-250,抗变形能力提升 3 倍,避免负压下转子因应力集中塌陷。壳体厚度从 18mm 增至 25mm,采用双层水夹套冷却(内层直径比外层小 50mm),进水温度控制在≤25℃,流量按每立方米抽速 1.2L/min 配置(如抽速 1000L/s 时流量 1200L/min),可将壳体温度稳定在≤65℃。轴承升级为 7319 型角接触球轴承,额定动载荷从 80kN 提升至 120kN,配合 0.02-0.03mm 轴向预紧量(用千分表监测),确保高速运转(3000r/min)时无窜动。山东某矿山高负压抽排项目中,该设计使机组连续运行周期从 90 天延长至 180 天,故障率降低 60%,单台年减少备件更换成本 15 万元。罗茨真空机组采用下排式结构,及时排出物料中液体避免腐蚀。马德宝罗茨真空机组故障

罗茨真空机组运行中需控制转子与泵腔间隙,避免热膨胀导致卡死,气冷式机组需定期检查冷却系统,确保冷却气供应稳定;湿式机组需控制注水量(为被抽气体质量流量的 0.2-1.0 倍),防止液击损伤。间隙泄漏会降低抽气效率,需定期检测密封状态,更换老化密封件;旁路溢流阀需按工况调节压力差,确保启动与运行安全。机组润滑部位***轴承、齿轮与动密封处,需定期更换润滑油,避免油污染;处理含尘或冷凝物较多的介质时,需前置分离装置(如旋风分离器、气液分离器),减少部件磨损,延长机组使用寿命。选购罗茨真空机组工作原理罗茨真空机组通过主泵与前级泵协同,极限真空度可达 0.1Pa 以下。
润滑油直接影响机组寿命,需按工况精细选型并严控油质。中低负荷机组(抽速<500L/s、温度<80℃,如食品真空包装机)选用 N32 极压齿轮油,需符合 GB/T 5903-2011 标准,黏度指数≥140(确保低温流动性),倾点≤-15℃(适应北方冬季),换油周期 2000 小时。高负荷重载机组(抽速>1000L/s、温度>100℃,如钢铁真空脱气)需采用聚 α 烯烃型合成齿轮油(如 PAO40),耐高温达 120℃,抗乳化性>30 分钟(油水分离速度快),某火电项目使用后齿轮磨损量从 0.1mm / 年减少至 0.03mm / 年。油质管理执行 “三查制度”:每周打开油窗检查油位(需在 1/2-2/3 处,不足时补充同型号油);每月用卡尔费休水分仪检测含水量(≤0.5%,超差需脱水处理);每 2000 小时送样全项分析(黏度变化≤10%、酸值≤0.3mgKOH/g,超标立即更换)。换油时需用**清洗剂(如煤油)清洗油池,更换 10μm 精度油过滤器,避免污染物残留。
罗茨机组设计寿命通常为 8 年,但实际寿命受介质特性、润滑状态与运行负荷三重因素影响,偏差可达 50% 以上。介质方面,处理含硫、氯等腐蚀性气体(如化工尾气)时,若未采用防腐材质,泵体腐蚀速率可达 0.2mm / 年,寿命缩短至设计值的 40%(* 3-4 年);而处理干燥洁净空气时,寿命可延长至 10 年以上。润滑状态直接影响传动系统寿命,润滑油含水量>0.5% 时,齿轮磨损速率增加 3 倍,转子同步性偏差超 0.05mm,引发振动增大(从 0.5mm/s 升至 1.2mm/s);润滑油每超期 1000 小时更换,轴承寿命减少 20%。运行负荷方面,长期超压差工作(如许可压差 10⁴Pa 时持续在 1.5×10⁴Pa 运行),转子温度会超 120℃,热膨胀导致间隙从 0.2mm 缩小至 0.05mm,故障率提升 3 倍,甚至引发转子卡死。通过介质预处理(如脱硫、干燥)、定期(2000 小时)更换合格润滑油、控制压差在许可值 80% 以内(如许可 10⁴Pa 时实际控制≤8×10³Pa),可有效延缓寿命衰减,使机组寿命从 5 年延长至 8 年。罗茨真空机组支持变频驱动,可调节罗茨真空泵转速适配抽气需求。

机组因停电、超温、超压等突发情况停机后,需按 “泄压 - 检查 - 重启” 规范流程恢复,避免二次损伤。首先打开旁通阀与排气泄压阀,使系统压力从工作压力缓慢降至大气压(泄压速率≤500Pa/s),防止反向压力冲击转子,导致齿轮啮合错位。检查环节需重点排查三项:手动盘车(顺时针、逆时针各转动 3 圈),感受转子是否卡滞,若盘动阻力超正常值 50%,需拆解检查间隙;观察润滑油状态,若出现乳白浑浊(含水量过高)或黑色杂质(金属碎屑),需立即更换;检测冷却管路,通过进出口压力表差值判断是否堵塞(正常差值≤0.1MPa,超差则需冲洗)。重启前需预热电机 5 分钟(通过加热带使绕组温度升至 40℃),按 “冷却系统→前级泵→中间泵→主泵” 顺序启动,每级启动间隔≥2 分钟,待前级压力达规定值(如主泵启动需≤1000Pa、中间泵启动需≤10⁴Pa)方可启动下一级。某化工项目中,原违规恢复流程导致停机后恢复需 4 小时,且多次出现齿轮损伤,规范执行该流程后,恢复时间缩短至 1.5 小时,未再发生设备故障,避免批次生产损失。罗茨真空机组配备振动频谱分析,缩短 40% 非计划停机时间。江西炼钢罗茨真空机组
罗茨真空机组用于化工行业,通过罗茨真空泵完成真空蒸馏与尾气回收。马德宝罗茨真空机组故障
罗茨真空机组排气系统设计直接影响运行稳定性。需按介质特性配置分离装置:含液介质配气液分离器(分离效率≥98%),避免液态成分锈蚀转子;含尘介质前置旋风分离器,控制进气含尘量 < 5mg/m³,减少间隙磨损。管路设计需保证直径匹配,主管路流速≤20m/s,弯头数量≤3 个以降低阻力;排气管路直径需比泵出口大 10%-20%,避免背压升高。处理腐蚀性气体时,管道采用衬氟材质,增设尾气处理装置(如碱洗塔),既防设备腐蚀,又符合环保排放标准(如 VOCs 排放 < 20mg/m³)。马德宝罗茨真空机组故障
马德宝真空设备集团有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马德宝真空设备集团供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

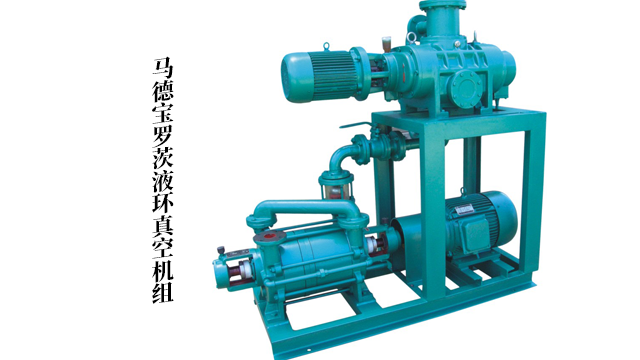
罗茨水环真空机组是由罗茨泵与水环式真空泵串联而成的抽气系统。水环泵作为前级泵,能够耐受水蒸气和轻微腐蚀性气体,而罗茨泵则提供大抽速,两者结合使得该机组在较高真空度下仍能保持较大的抽气能力。这种机组广泛应用于真空脱水、造纸行业真空引水、煤矿瓦斯排放以及大型镀膜机等工业领域。得益于水环泵的工作特性,该机组非常适合处理含有大量可凝性蒸汽的工艺过程,如化工行业的废酸浓缩和电镀行业的铬酸雾回收。通过多级组合定制,可以进一步提升机组的抽气能力和极限真空度,满足不同工况的特定需求。 罗茨真空机组助力 3D 打印航空部件,提供高洁净真空保障。真空冶金大抽速高真空罗茨真空机组解决方案 除了用于创造真空环境...
- 锂电干燥干式无油罗茨真空机组节能改造 2026-05-13
- 大抽速罗茨真空机组单元 2026-05-13
- 工业炉配套罗茨真空机组装置 2026-05-12
- 防爆罗茨真空机组装置 2026-05-12
- 油脂脱臭罗茨真空机组成套装置 2026-05-12
- JZJPH滑阀罗茨真空机组多少钱 2026-05-03
- ZJQ气冷式罗茨真空机组供应商哪家强 2026-05-03
- 大抽速罗茨真空机组是什么 2026-05-03
- 甘肃三叶罗茨真空机组 2026-05-03
- 内蒙古罗茨真空机组采购 2026-05-03


- 云南国产罗茨真空机组 2026-05-02
- 水冷式罗茨真空机组真空系统 2026-05-02
- 油环罗茨真空机组 2026-05-02
- 滑阀罗茨真空机组机组 2026-05-02
- 蒸馏罗茨真空机组故障 2026-05-02
- JZJ2S液环罗茨真空机组案例 2026-05-02


- 附近真空系统智能控制 05-13
- 干式罗茨真空泵 05-13
- 低振动静音真空系统机组撬装 05-13
- 锂电池用真空系统 05-13
- 浙江罗茨泵螺杆真空泵工作原理 05-12
- 重庆螺杆真空泵厂家直销 05-12
- 浙江进口螺杆真空泵说明书 05-12
- 国内真空系统装置 05-12
- 宁夏螺杆真空泵说明书 05-12
- 山西LG等螺距螺杆真空泵 05-12