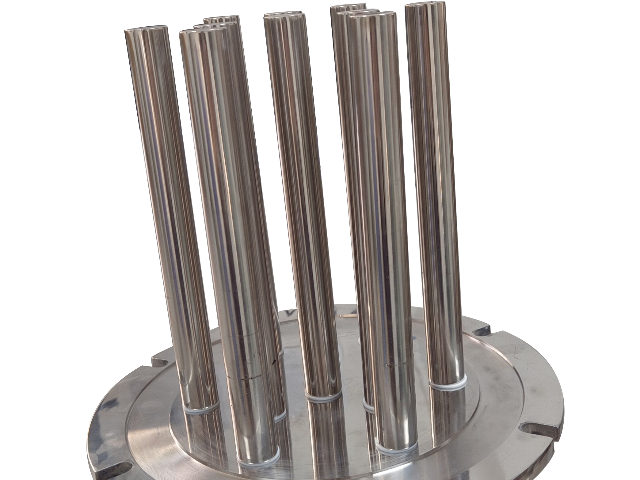
PPS注塑磁凭借耐高温、较强度的特性,在多个高要求领域形成典型应用,覆盖工业、汽车、新能源等行业。在汽车工业领域,主要用于发动机周边电机(如冷却水泵电机、机油泵电机),这些电机工作环境温度达150-180℃,PPS注塑磁可稳定承受高温,避免基体软化;同时用于变速箱传感器,其耐油性可抵御变速箱油的侵蚀...
注塑磁基本参数
- 品牌
- ABM磁
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 深圳市
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
注塑磁企业商机
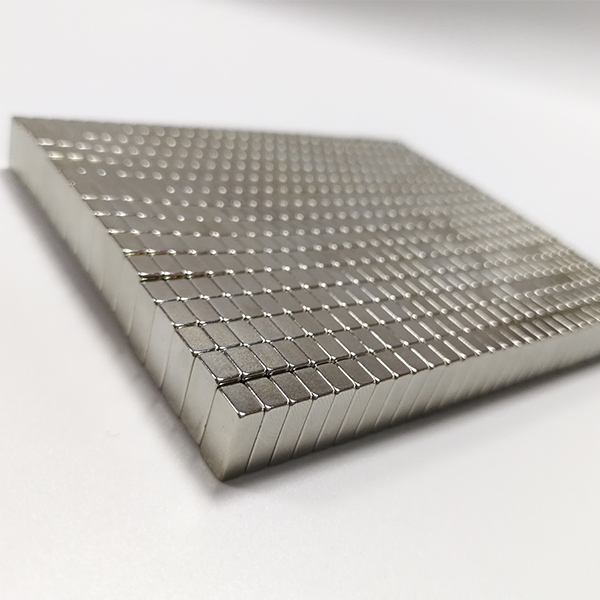
电机注塑磁转子的性能由重心材料决定,主要包含磁性粉末、高分子基体及少量助剂。磁性粉末分为铁氧体与钕铁硼两类:铁氧体磁粉成本低、耐温性较好(长期耐温100-150℃),磁性能适中,适合普通家电电机;钕铁硼磁粉磁能积高,能提供更强转矩,适配汽车电子、工业伺服电机等不错场景,但成本较高,常规型号长期耐温80-120℃。高分子基体多选用尼龙(6、66)或PPS,尼龙具备良好可塑性与韧性,适配常温场景;PPS耐温性突出(150-200℃),适合高温环境。基体不将磁性粉末均匀包裹固定,形成稳定结构,还能隔绝外界腐蚀。此外,添加的偶联剂(占比<5%)可增强磁粉与基体结合力,润滑剂能提升注塑流动性,二者虽用量少,却对转子成型质量与寿命至关重要。注塑铁氧体转子的制造过程采用了先进的注塑成型工艺。球形磁转子注塑批发价格
在不拆解设备的前提下,可通过三项简单方法初步判断设备是否搭载转子注塑磁。首先,依据设备体积判断:手机震动电机、小型蓝牙耳机发声电机等微型设备,因内部安装空间有限,传统转子难以适配,大概率采用转子注塑磁。其次,通过运行状态判断:小型空气净化器风机等运行时噪音低、无明显抖动的设备,由于转子注塑磁运行平稳性强,可初步判定其搭载该部件。结尾,结合使用年限判断:老式磁带播放器等使用年限较长、重心转动部件未出现磁钢脱落故障的设备,因转子注塑磁不存在磁钢脱落风险,也可作为判断依据。这些方法可帮助非专业人员在无需拆解的情况下,对转子类型形成初步认知。球形磁转子注塑售价注塑磁磁环的日常维护操作简便且行之有效。

PPS注塑磁的生产工艺需重点关注高温成型特性与磁性能稳定性,重心流程分为三步。一步原料预处理:按65%-85%的磁性粉末占比(铁氧体或钕铁硼),将磁粉、PPS树脂颗粒及少量偶联剂、润滑剂混合,通过双螺杆挤出机加热熔融(温度控制在300-330℃),充分混炼制成均匀的复合颗粒,过程中需严格控制温度,避免PPS树脂过热降解。第二步注塑成型:将复合颗粒投入特用高温注塑机,加热至310-340℃使其熔融,以90-130MPa的压力注入高精度模具(模具温度需维持在120-150℃,确保PPS树脂充分结晶),模具型腔需匹配产品设计的磁极分布、轴孔、槽型等细节,冷却后取出毛坯。第三步后处理:先对毛坯进行去毛刺、修边处理,去除注塑产生的边角料;再通过充磁机按设计要求(如4极、8极)充磁,充磁电流根据磁粉类型调整(钕铁硼磁粉需更高电流);结尾检测尺寸精度(如轴孔直径公差±0.02mm)、磁性能(表面磁场强度、磁通量)及耐高温性(180℃保温2小时后磁性能衰减率≤3%),合格后方为成品。
电机注塑磁转子的注塑成型需经三步关键工艺,每步参数控制直接影响产品质量。一步原料预处理:按60%-85%的磁粉占比(依性能需求调整),将磁粉与高分子颗粒混合,通过双螺杆挤出机加热熔融(尼龙220-240℃、PPS300-320℃),充分混炼制成复合颗粒,确保磁粉分布均匀。第二步注塑成型:将复合颗粒投入注塑机,熔融后以80-120MPa压力注入定制模具(精度±0.02mm),模具需匹配转子轴孔、槽型、磁极数量等细节,冷却后取出毛坯。第三步后处理:先去毛刺、修边,再用充磁机按设计(2极、4极等)充磁,结尾检测尺寸(轴孔直径、同轴度等)与磁性能(表面磁强、磁通量),合格后方可用于电机组装,全程需严格把控,确保转子精度与性能达标。注塑磁铁通过将磁粉与热塑性粘合剂混合后注塑成型,具有诸多独特优势。
如果需要挑选或使用转子注塑磁,记住三个基础要点就行。一是“看磁性需求”,如果设备需要动力大、转速快,比如汽车的车窗电机,就选含钕铁硼磁粉的转子;如果只是普通设备,比如小型风扇电机,选铁氧体磁粉的就够了,不用盲目追求强磁性。第二是“看工作环境”,如果设备会接触水或潮湿环境,比如水泵电机,要选用尼龙或PPS这类耐潮塑料做基体的转子,避免转子受潮损坏;如果设备工作时温度高,比如靠近发动机的电机,要选耐温性好的PPS基体转子,防止塑料变形。第三是“看尺寸匹配”,转子的轴孔直径、整体长度要和设备的转轴、安装空间对应,比如转轴直径是5mm,就选轴孔5mm的转子,尺寸不匹配装不上去,还可能影响设备运行,较好根据设备说明书的参数来选,不用自己随便挑尺寸。尼龙注塑磁将尼龙材料的坚韧特性与磁性完美融合。球形磁转子注塑批发价格
电机注塑磁转子的可靠性得到了明显提升,主要得益于其独特的材料和工艺。球形磁转子注塑批发价格
磁性转子的生产制造流程因类型不同略有差异,但重心环节均需严格把控,以保障产品品质。以应用普遍的注塑磁性转子为例,流程分为五步:一步原料制备,将磁性粉末(如铁氧体磁粉)与高分子颗粒(如尼龙)按比例混合,加入偶联剂、润滑剂等助剂,通过双螺杆挤出机加热熔融、混炼,制成均匀的复合颗粒;第二步模具设计与制造,根据转子尺寸、轴孔、槽型等参数,加工高精度模具(精度达±0.02mm),确保成型后转子尺寸合格;第三步注塑成型,将复合颗粒投入注塑机,加热至熔融状态(尼龙220-240℃、PPS300-320℃),以80-120MPa压力注入模具,冷却后取出转子毛坯;第四步后处理,对毛坯进行去毛刺、修边,去除边角料,随后通过充磁机按设计磁极(如2极、4极)充磁,充磁电流依磁粉类型调整(钕铁硼需2000-3000A);第五步质量检测,检测转子的磁性能(剩磁、磁能积)、尺寸精度(同轴度、轴孔公差)与外观,合格后方可出厂。球形磁转子注塑批发价格
与注塑磁相关的文章

马鞍波塑磁转子售价
- 破壁机用注塑磁磁环批发价格 2026-03-09
- 汽车冷却泵注塑磁体多少钱 2026-03-09
- 感应器应用注塑铁氧体转子厂家电话 2026-03-09
- 电机用水泵转子磁铁售价 2026-03-08
- 环形注塑电子磁转子售价 2026-03-08
- 10极水泵铁氧体 2026-03-08
- 弧形水泵磁力传动批发厂家 2026-03-08
- 耐腐蚀注塑磁铁水泵转子厂家电话 2026-03-07
- 异形转子注塑磁 2026-03-07
- 工业注塑磁磁环多少钱 2026-03-06
- 饮水机用水泵转子批发 2026-03-06
- 无人机用注塑磁转子报价 2026-03-06
与注塑磁相关的产品

与注塑磁相关的新闻
-
扇叶注塑磁批发 2026-03-05 11:04:02当设备中的转子注塑磁出现故障时,需遵循规范的处理流程。从故障识别来看,转子注塑磁损坏通常表现为设备停转、运转卡顿或噪音骤增,此时应避免自行拆解,需由专业维修人员进行检测,明确故障原因后再开展更换操作。从更换要求来看,需严格匹配转子型号,如同更换灯泡需对应瓦数,转子注塑磁需依据设备电机的轴孔尺寸、磁性...
-
冷却风扇用注磁转子定制 2026-03-05 22:04:52尼龙注塑磁凭借其性能特点,在日常与工业领域均有普遍应用,覆盖多个细分场景。在家庭家电领域,洗衣机滚筒电机、空调室内风机电机、微波炉转盘电机等均常用尼龙注塑磁,其轻量化与耐潮性可适配家电使用环境,确保设备稳定运行;在汽车电子领域,汽车门锁电机、车窗升降电机、雨刮器电机等小型电机中,尼龙注塑磁的韧性与抗...
-
钕铁硼注塑磁铁定制 2026-03-05 22:04:52PPS基体作为PPS注塑磁的重心载体,赋予其多项适配严苛环境的关键优势。首先是耐高温稳定性,PPS的玻璃化转变温度约100℃,熔点达280℃,在150-200℃长期工作环境下,仍能保持稳定的物理结构与力学性能,不会出现软化、变形等问题,避免因基体失效导致磁性粉末脱落或磁性能衰减,适配汽车发动机周边、...
-
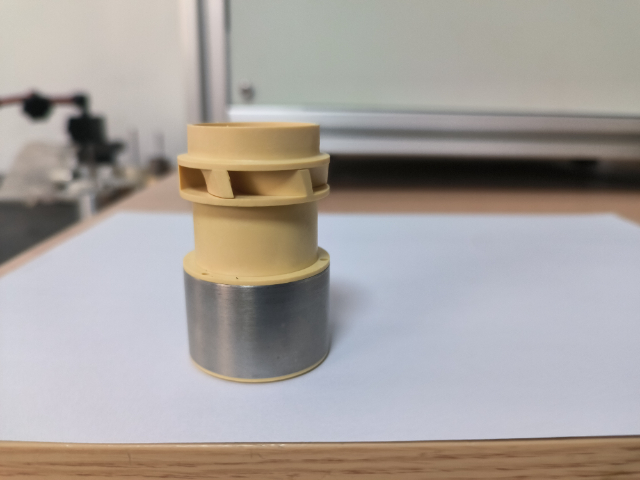
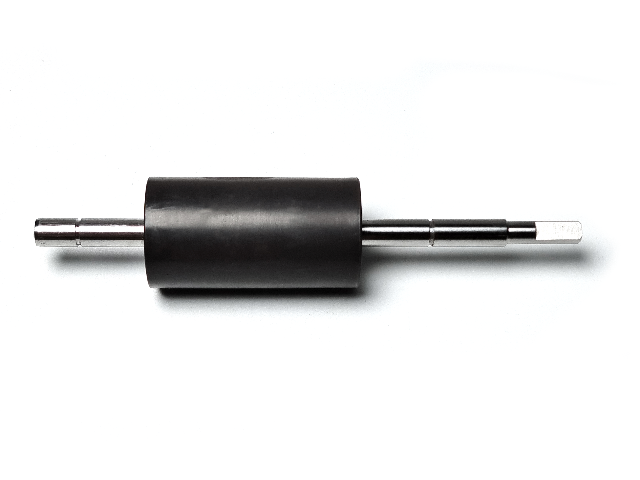
无人机用注塑铁氧体多少钱 2026-03-05 15:03:59对刚接触的人来说,转子注塑磁可以简单理解为“带磁性的一体化转子零件”。它不是传统的“金属转子+单独磁钢”组合,而是把磁性材料和高分子材料混合后,通过注塑工艺一次性做成的完整转子。比如家里风扇电机、洗衣机电机里,那个能带动扇叶或滚筒转的、带磁性的重心零件,就可能是转子注塑磁。它的外形通常是圆柱形,中间...
与注塑磁相关的问题
新闻资讯
产品推荐
-

黑龙江特殊镀层磁性过滤器多少钱
2026-03-08 -

汽车油泵蹄形磁体批发价格
2026-03-08 -
圆柱扇子铁厂家
2026-03-08 -
弧形水泵磁力传动批发厂家
2026-03-08 -

机器人用磁性材料批发
2026-03-07 -

耐温200度以上转子水泵定制
2026-03-07 -
北京工业磁性过滤器哪家好
2026-03-07 -

耐腐蚀注塑磁铁水泵转子厂家电话
2026-03-07 -
M等级圆形沉孔磁铁价格
2026-03-07