
- 品牌
- 诺荣
- 型号
- 齐全
PCB板质量检测:视觉检测技术的深度应用印刷电路板(PCB)作为电子设备的**组件,其质量直接关系到整个产品的性能和可靠性。视觉检测技术在PCB质量检测中的应用,为这一关键环节带来了前所未有的精度和效率。通过高分辨率摄像头捕捉PCB板的图像,结合先进的图像处理和深度学习算法,视觉检测设备能够***、快速地检测出PCB板上的各种缺陷,包括线路断裂、短路、缺焊、多余元件、铜箔剥离等。特别是在高密度互连(HDI)板和柔性电路板(FPC)的检测中,视觉检测技术的优势尤为明显。这些板件结构复杂,线路密集,传统检测方法往往难以应对。而视觉检测设备能够准确识别出微米级别的缺陷,**提高了检测的准确性和可靠性。同时,通过实时反馈检测结果,视觉检测设备还能够指导生产线及时调整工艺参数,优化生产流程,为PCB制造行业的高质量、高效率生产提供了坚实的技术基础。表盘视像标定设备在机器视觉检测设备中,利用高精度定位,快速校准表盘的坐标,为检测提供保障。上海智能机器视觉检测设备现货
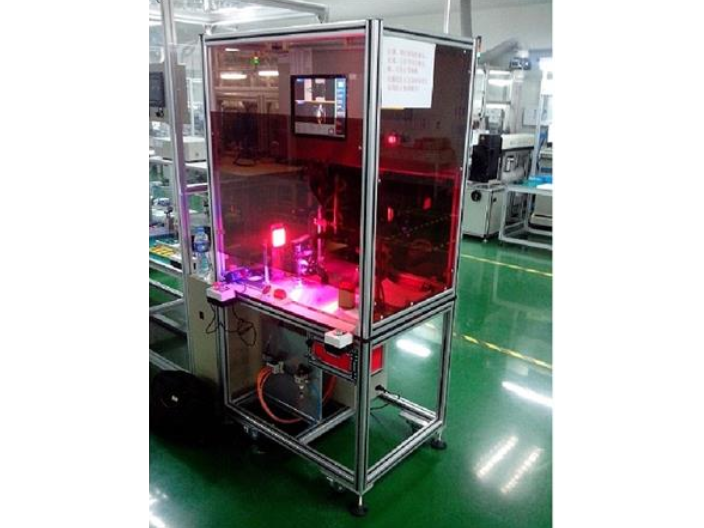
机器视觉检测设备
面对不同批次产品的材质差异与光照变化,机器视觉检测设备采用自适应阈值调节算法。设备通过实时分析背景图像的灰度分布,自动优化检测参数。例如在汽车零部件检测中,当铝合金表面反光度变化时,设备可动态调整对比度与边缘检测算子,确保在油污污染、热处理色差等复杂条件下仍能稳定识别缺陷。结合多传感器数据融合技术,将视觉数据与激光测厚仪、压力传感器信号交叉验证,进一步提升检测结果的可信度。某新能源电池企业通过该设备,在极片涂布检测中实现了 0.1mm 的厚度波动控制,良率提升至 99.2%。浙江塑胶机器视觉检测设备行情机器视觉检测设备里的表盘视像标定设备,靠定位技术,把表盘的坐标系统快速标定准确。

为了确保设备的安全运行和产品质量稳定可靠,机器视觉检测设备配备了先进的故障报警与锁定机制。一旦设备出现故障或检测到不合格产品连续出现超过预设阈值,系统会自动停止运行并亮起红灯闪烁报警。同时,设备会被锁定以防止未经授权的操作导致进一步损坏或质量问题。只有当维修人员通过特定权限解除锁定后,设备才能重新启动并恢复正常运行。这种故障报警与锁定机制有效避免了因设备故障导致的生产中断和产品质量问题,为企业提供了有力的安全保障。
在现代制造业中,全自动双工位机器视觉检测系统已成为提升生产效率和产品质量的关键工具。该系统通过先进的机器视觉技术,实现了对产品的高精度尺寸测量和缺陷检测。当产品被手动放置到检测工位上时,高清摄像头会迅速捕捉其图像,并通过复杂的图像处理算法进行深度分析。检测完成后,机械臂会自动而**地取出产品,将合格品整齐地码放在产品周转箱中,不合格品则会被迅速隔离至不合格品箱。这**程在两个检测工位上同时进行,确保了每个产品的检测时间严格控制在2.8秒以内,**提高了整体检测效率。机器视觉检测设备里的表盘视像标定设备,依靠定位方法,快速确定表盘的准确坐标。
视觉检测设备在精密制造中的**性应用在精密制造领域,视觉检测设备的引入标志着质量控制与生产流程的一次**性飞跃。这类设备,基于机器视觉技术,集成了高分辨率成像、先进的图像处理和人工智能算法,成为了现代工业生产线上的“智慧之眼”。它们不仅能够实现微米级别的尺寸测量,还能**捕捉产品表面的微小缺陷,如划痕、凹陷、污染等,这是传统人工检测难以企及的精度。以半导体制造为例,视觉检测设备在晶圆检测环节扮演着至关重要的角色。在复杂的半导体生产工艺中,任何微小的瑕疵都可能导致芯片性能下降甚至失效。视觉检测设备通过高分辨率扫描,结合深度学习算法,能够自动识别并标记出晶圆上的缺陷,如尘埃、划痕、错位等,确保每一片晶圆都符合极高的质量标准。这不仅提高了产品良率,还缩短了检测周期,为半导体行业的高效率、高质量生产提供了坚实的技术保障。机器视觉检测设备里的表盘视像标定设备,依靠定位方法,快速确定表盘的坐标,方便检测。河南五金机器视觉检测设备
机器视觉检测设备中的表盘视像标定设备,用定位技术,快速完成表盘坐标的校准工作。上海智能机器视觉检测设备现货
机器视觉检测技术在食品安全领域也发挥着重要作用。通过高精度的图像捕捉和处理技术,该系统能够快速识别食品表面的异物、污染和变质等问题。在食品包装和加工过程中,机器视觉检测系统能够实时监测和控制产品质量,确保食品符合卫生标准和安全要求。此外,系统还能对食品的营养成分、保质期等信息进行识别和记录,为消费者提供更加透明和可靠的产品信息。这种应用不仅提高了食品的质量和安全性,还增强了消费者对食品品牌的信任和忠诚度。上海智能机器视觉检测设备现货

成本优化 —— 隐性效益的显性化机器视觉检测设备的长期经济性体现在质量成本的三个维度:预防成本方面,减少首件检验耗时;鉴定成本方面,替代 5-8 名质检员的目检工作;故障成本方面,降低因漏检导致的客户投诉赔偿。某汽车线束厂测算,年节约成本达 120 万元,投资回收期* 8 个月。通过缺陷类型分布分析,指导工艺改进,如某注塑件飞边缺陷减少后,原料利用率提升 4%。在食品包装行业,设备实现了 0.05mm 的封边缺陷检测,降低因漏封导致的退货损失 35%。机器视觉检测设备里的表盘视像标定设备,依靠定位技术,快速校准表盘的坐标,提高检测精度。河北深度学习机器视觉检测设备直销机器视觉检测设备机器视觉检...
- 山东自动对准机器视觉检测设备价格 2026-02-05
- 广西手机机器视觉检测设备供应 2026-02-05
- 杭州手机配件机器视觉检测设备生产 2026-02-05
- 深圳晶圆机器视觉检测设备厂家 2026-02-05
- 杭州深度学习机器视觉检测设备生产 2026-02-05
- 山西晶圆机器视觉检测设备价格 2026-02-04
- 广西晶圆机器视觉检测设备供应 2026-02-04
- 青岛形位公差机器视觉检测设备品牌 2026-02-04
- 山东O型密封圈机器视觉检测设备报价 2026-02-04
- 深圳不锈钢机器视觉检测设备报价 2026-02-04




- 江西机器视觉检测设备价格 2026-02-04
- 广西自动对准机器视觉检测设备 2026-02-04
- 海南O型密封圈机器视觉检测设备销售商 2026-02-04
- 北京不锈钢机器视觉检测设备品牌 2026-02-04
- 广西表面缺陷机器视觉检测设备生产 2026-02-04
- 江苏汽车配件机器视觉检测设备批发价 2026-02-04






- 湖南传感器测试台价格 03-02
- 江西电子膨胀阀测试台厂家供应 03-02
- 江苏冷冻电子膨胀阀测试台生产 03-02
- 重庆直动型电子膨胀阀测试台现货 03-02
- 江苏速度传感器测试台 03-01
- 河北传感器测试台生产厂家 03-01
- 福建电热式电子膨胀阀测试台报价 03-01
- 山东直动型电子膨胀阀测试台好不好 03-01
- 天津指令式电子膨胀阀测试台供应商 03-01
- 大连测距传感器测试台品牌 03-01