
- 品牌
- 诺荣
- 型号
- 齐全
药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力保障。机器视觉检测设备中的表盘视像标定软件界面友好,用户可轻松完成5大类度盘的视像标定设置。浙江光刻机器视觉检测设备企业
机器视觉检测设备
食品包装行业中的视觉检测:安全与卫生的守护者在食品包装行业,视觉检测设备成为了确保产品安全与卫生的关键工具。它们通过捕捉食品包装的高清图像,利用图像识别技术,能够实时监测包装上的标签信息、生产日期、保质期等关键信息,确保每一包食品都符合法规要求。同时,视觉检测设备还能检测出包装上的破损、污染、异物等缺陷,有效避免了不合格产品流入市场,保障了消费者的健康权益。特别是在自动化包装生产线上,视觉检测设备的引入**提高了检测效率,减少了人工干预,降低了人为错误的风险。通过实时监测和反馈,视觉检测设备还能够指导生产线及时调整包装工艺,优化生产流程,确保食品包装的一致性和稳定性。这种智能化的检测方式,不仅提升了食品包装行业的整体质量水平,还为消费者提供了更加安全、卫生的食品选择。重庆智能机器视觉检测设备品牌表盘视像标定设备在机器视觉检测设备中,利用高精度定位,快速校准表盘的坐标,为检测提供保障。
成本优化 —— 隐性效益的显性化机器视觉检测设备的长期经济性体现在质量成本的三个维度:预防成本方面,减少首件检验耗时;鉴定成本方面,替代 5-8 名质检员的目检工作;故障成本方面,降低因漏检导致的客户投诉赔偿。某汽车线束厂测算,年节约成本达 120 万元,投资回收期* 8 个月。通过缺陷类型分布分析,指导工艺改进,如某注塑件飞边缺陷减少后,原料利用率提升 4%。在食品包装行业,设备实现了 0.05mm 的封边缺陷检测,降低因漏封导致的退货损失 35%。
面对不同批次产品的材质差异与光照变化,机器视觉检测设备采用自适应阈值调节算法。设备通过实时分析背景图像的灰度分布,自动优化检测参数。例如在汽车零部件检测中,当铝合金表面反光度变化时,设备可动态调整对比度与边缘检测算子,确保在油污污染、热处理色差等复杂条件下仍能稳定识别缺陷。结合多传感器数据融合技术,将视觉数据与激光测厚仪、压力传感器信号交叉验证,进一步提升检测结果的可信度。某新能源电池企业通过该设备,在极片涂布检测中实现了 0.1mm 的厚度波动控制,良率提升至 99.2%。对比人工视觉检测,机器视觉检测设备的自动化优势明显。

未来演进方向 ——AI + 边缘计算的融合下一代机器视觉检测设备将深度集成边缘计算与 5G 通信,实现检测决策本地化。在智能工厂中,分布式部署的视觉终端通过边缘节点实时处理图像数据,*将异常信息上传至云端。结合数字孪生技术,可在虚拟空间中预演不同工艺参数对产品质量的影响。某半导体晶圆厂已实现检测数据与生产设备的实时闭环控制,良品率提升 2.3 个百分点。在智能物流领域,设备通过 5G+AI 技术,实现了包裹体积测量的毫米级精度,分拣效率提升 40%。机器视觉检测设备里的表盘视像标定设备,凭借高精度定位,快速标定好表盘的坐标位置。浙江光刻机器视觉检测设备企业
相比人工检测,机器视觉检测设备在精度上优势突出。浙江光刻机器视觉检测设备企业
机器视觉检测设备通过***产品 ID 编码建立全生命周期档案,记录每个工件从原料到成品的完整检测数据链。当某批次产品出现批量性缺陷时,设备可通过缺陷特征关联分析快速定位问题源头。例如某手机外壳生产线发现批量划痕,设备通过缺陷位置热力图与生产时序数据匹配,锁定特定工位的夹具磨损问题。这种逆向追溯能力使企业从被动处理转向主动预防,减少召回风险。某家电企业应用后,售后投诉率下降 78%,缺陷追溯时间从 48 小时缩短至 2 小时。浙江光刻机器视觉检测设备企业
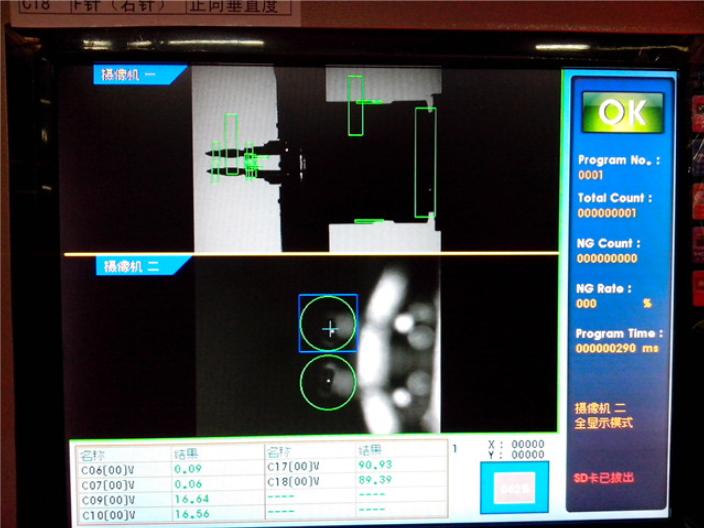
工控、仪表行业对产品的一致性要求较高,无论是压力表盘的刻度校准、指针位置检测,还是工控模块的尺寸核验、装配检测,都需要稳定的检测标准作为支撑。机器视觉检测设备可根据工控、仪表产品的规格特性,灵活调整检测参数与成像模式,适配不同型号、不同量程的仪表及工控零部件检测需求。设备搭载**图像处理算法,可有效过滤生产环境中的光线干扰、粉尘遮挡等影响,清晰捕捉产品细微特征,准确识别表盘刻度偏差、指针歪斜、零部件尺寸超差等问题,同时自动记录检测数据,形成可追溯的质检报告,便于企业优化生产工艺、排查质量隐患。机器视觉检测设备的模块化设计,使其可快速与工控、仪表生产线的PLC、MES系统对接,实现检测流程与生产...
- 海南在线机器视觉检测设备销售商 2026-05-12
- 重庆不锈钢机器视觉检测设备公司 2026-05-12
- 上海外观机器视觉检测设备直供 2026-05-12
- 河北手机机器视觉检测设备批发价 2026-05-12
- 厦门3D相机机器视觉检测设备行情 2026-05-12
- 辽宁五金机器视觉检测设备企业 2026-05-11
- 河北人工智能机器视觉检测设备直供 2026-05-11
- 机器视觉检测设备行情 2026-05-11
- O型密封圈机器视觉检测设备厂家供应 2026-05-11
- 海南汽车配件机器视觉检测设备出厂价 2026-05-11



- 手机配件机器视觉检测设备生产 2026-05-11
- 杭州高速机器视觉检测设备企业 2026-05-11
- 广西机器视觉检测设备现货供应 2026-05-10
- 北京印刷质量机器视觉检测设备销售商 2026-05-10
- 广西手机配件机器视觉检测设备出厂价 2026-05-10
- 深圳全自动机器视觉检测设备直供 2026-05-10




- 海南在线机器视觉检测设备销售商 05-12
- 天津加速度传感器测试台厂家 05-12
- 江苏流量气密性测试台好不好 05-12
- 球阀气密性测试台 05-12
- 杭州振动传感器测试台直销 05-12
- 河北转速传感器测试台公司 05-12
- 山西传感器测试台企业 05-12
- 油泵气密性测试台出厂价 05-12
- 福建等离子刀气密性测试台供应 05-12
- 重庆不锈钢机器视觉检测设备公司 05-12