转子钕铁硼与铁芯的粘接技术需满足机械强度与耐环境要求,规范流程分为三步。表面处理阶段,磁钢粘接面需进行喷砂(粗糙度 Ra2.0-Ra3.2)或化学处理(如硅烷偶联剂涂覆),去除氧化层与油污,提升粘接附着力;铁芯粘接面需打磨平整,平面度误差≤0.05mm。胶水选择需匹配工作环境:常温场景可选用环氧结构...
钕铁硼基本参数
- 品牌
- ABM磁
- 型号
- 钕铁硼
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 深圳
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
钕铁硼企业商机
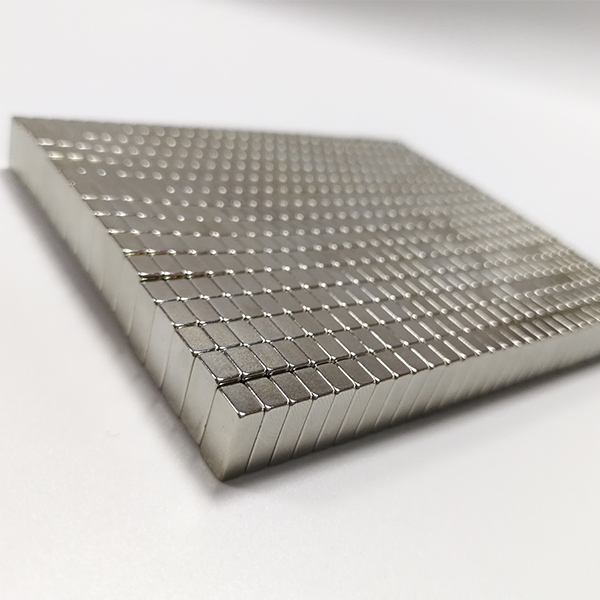
转子钕铁硼的选型需围绕电机重心参数与应用场景建立匹配逻辑,避免性能过剩或不足。首先需依据电机功率确定磁能积等级:1kW 以下微型电机(如家电电机)选用 N35-N40 型号即可满足需求,1-10kW 工业电机需匹配 N40-N45 型号,10kW 以上大功率电机(如新能源汽车驱动电机)则需 N45-N52 高磁能积型号。其次结合电机转速选择结构类型:转速≤3000rpm 的低速电机可采用表面贴装式磁钢,3000-10000rpm 中速电机需选用嵌入式磁钢,转速>10000rpm 高速电机需优先考虑内置式磁钢并搭配碳纤维加固套。较后根据工作环境确定耐温等级:常温环境(-20℃-80℃)选常规型号,高温环境(80℃-150℃)需耐高温型号(如 N45H、N48SH),极端高温环境(150℃-200℃)则需特种耐高温型号(如 N45UH、N48EH),确保磁性能在全工况下稳定。钕铁硼磁钢尺寸精度要求高,常用线切割、磨削等工艺加工。风嘴使用钕铁硼磁铁生产厂家

圆形沉孔磁铁在多行业有成熟应用案例,其适配性与实用性得到普遍验证。在自动化仓储领域,用于货架磁性标签固定 —— 将沉孔磁铁通过螺丝固定在货架横梁上,吸附金属标签牌,标签可快速更换,且能承受仓库叉车作业产生的振动;在医疗器械领域,适用于小型诊断设备的金属部件固定(如超声探头的金属外壳),沉孔设计避免螺丝外露划伤操作人员,同时强磁吸附确保部件在设备运行中不松动。在新能源领域,用于光伏支架的磁性固定配件,沉孔磁铁固定在支架上,吸附金属压块压住光伏板边缘,简化安装流程,且抗风载能力强(可承受 15m/s 风速下的冲击力);在家具领域,用于磁性抽屉滑轨的定位,沉孔磁铁嵌入滑轨底座,通过磁吸附控制滑轨开合力度,提升使用手感,避免滑轨松动产生异响。水泵用钐钴报价节能家电因钕铁硼更具竞争力。
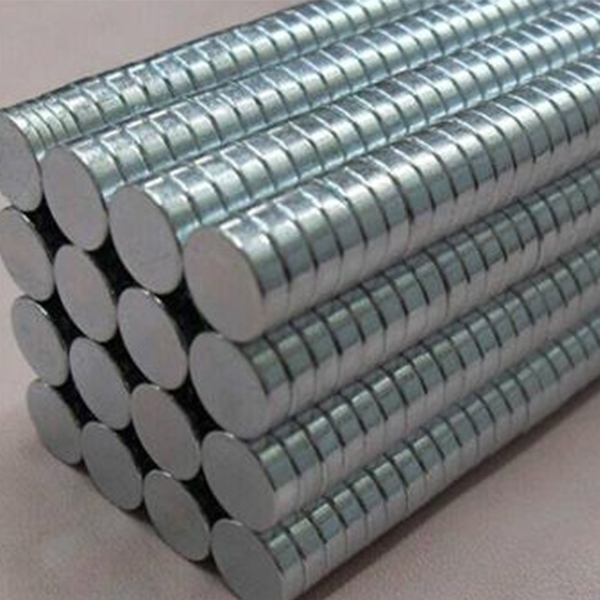
钕铁硼强磁的 “强” 主要体现在超高磁能积与强吸附力,其磁能积普遍在 30MGOe 以上,不错型号可达 55MGOe,吸附力是普通铁氧体磁铁的 10-20 倍,能轻松吸附自身重量数十倍的金属物体。根据磁强度差异,钕铁硼强磁可分为 N35-N52 多个常规等级,数字越大磁能积越高,吸附力越强,如 N52 型号吸附力比 N35 高 40% 以上;此外还有耐高温系列(如 35H、40SH),在保持强磁特性的同时,能耐受 80-200℃高温,适配高温作业场景。其强磁特性源于内部 Nd₂Fe₁₄B 晶体的有序排列,生产中通过精细控制制粉粒度、磁场取向强度,进一步强化磁性能,但强磁也导致其脆性更高,受冲击易碎裂,且运输、存储需特殊防护,避免因磁场相互作用引发安全问题。
随着钕铁硼磁铁用量增加,其废弃后的环保处理与回收利用成为重要议题。废弃钕铁硼磁铁若随意丢弃,不浪费稀土资源,还可能因锈蚀释放有害物质污染环境,因此需进行专业回收。回收流程主要包括拆解、分选、提炼三步:先从废弃设备中拆解出钕铁硼磁铁,去除表面涂层与杂质;再通过磁选法分离磁铁与其他金属(如铁、铜);较后采用湿法冶金或火法冶金技术,从磁铁中提炼钕、镝、铁等元素,提纯后可重新用于生产新磁铁。目前,国内外已形成成熟的回收产业链,部分企业的稀土回收率可达 95% 以上,既降低了对原生稀土的依赖,又减少了环境污染。此外,在生产过程中,企业也通过优化工艺减少废料产生 —— 如将切割、磨削产生的磁粉收集起来,用于生产粘结钕铁硼磁铁,实现资源循环利用,契合绿色发展理念。电动工具如电钻、电锯的电机,用钕铁硼增强动力,延长续航。

转子钕铁硼的磁场均匀性是电机稳定运行的关键,需通过多环节控制实现。磁钢制造环节,需控制磁钢厚度偏差(≤0.03mm)与充磁均匀性,采用多极充磁技术时,相邻磁极的磁通量差需≤1%。转子装配环节,需使用高精度定位工装(定位精度 ±0.01mm)确保磁钢间距均匀,表面贴装式转子的磁钢接缝间隙需≤0.1mm,内置式转子的磁钢槽位置偏差≤0.05mm。磁场调试环节,需通过磁阻传感器沿转子圆周方向每隔 10° 测量磁场强度,绘制磁场波形图,若出现波形畸变,需调整磁钢位置或更换磁钢;对于高精度电机(如伺服电机),需采用激光干涉仪检测电机转矩脉动,间接验证磁场均匀性(转矩脉动≤3%)。此外,可通过磁钢分段拼接(如将单块磁钢分为 2-4 段)减少涡流损耗,进一步优化磁场分布。线切割适合加工复杂形状的钕铁硼,精度可达±0.01mm。水泵用钕铁硼批发
提高钕铁硼的回收利用率很重要。风嘴使用钕铁硼磁铁生产厂家
圆形沉孔磁铁的成本控制需从设计、生产、采购全流程入手,重心策略包括规格优化、材质替代与批量采购。设计端可通过优化尺寸减少材料浪费:如将非关键部位的磁钢厚度从 10mm 减至 8mm(在满足吸附力前提下),材料用量减少 20%;同时简化沉孔结构,避免复杂异形沉孔(如阶梯孔),降低加工难度与工时成本。材质替代方面,对磁强要求不高的场景(如日常用品),可用铁氧体材质替代钕铁硼,成本降低 80%;对耐温要求中等(≤120℃)的场景,可用低镝钕铁硼型号(如 N45M)替代高镝型号(如 N45SH),稀土成本降低 30%。采购端通过批量采购获取价格优势:单次采购量超过 1000 件时,可与供应商协商下浮 5%-10% 单价;同时签订长期供货协议(如半年至一年),锁定原料价格,规避稀土市场波动带来的成本风险。风嘴使用钕铁硼磁铁生产厂家
与钕铁硼相关的文章

电机用转子磁钢多少钱
- N38永磁供应商 2026-02-14
- 剃须刀使用蹄形磁铁报价 2026-02-13
- 镀化学镍转子水泵批发 2026-02-13
- N57转子水泵 2026-02-13
- 耐温180度以上蹄形磁铁哪家好 2026-02-12
- EH等级直孔沉孔磁铁供应商 2026-02-11
- 家电用转子磁钢批发价格 2026-02-11
- 空心杯转子蹄形磁铁哪家好 2026-02-10
- 镀化学镍散热器磁铁多少钱 2026-02-10
- 电机用转子叶轮批发价格 2026-02-08
- 月牙磁体价格 2026-02-08
- 磁性连接头永磁批发 2026-02-08
与钕铁硼相关的产品


与钕铁硼相关的新闻
-
N57散热器磁铁批发厂家 2026-02-05 23:06:28企业采购钕铁硼磁铁时,可通过多种策略有效控制成本。从采购数量来看,批量采购能获得更优惠的单价,可根据生产计划预估半年至一年的用量,与厂家签订长期供货协议,锁定价格的同时确保供应稳定。在规格选择上,优先选用标准尺寸型号,避免非标准定制(定制需额外支付模具费、研发费),若必须定制,可与厂家协商分摊模具成...
-
EH等级蹄形磁铁价格 2026-02-05 02:04:08烧结钕铁硼磁铁的生产工艺复杂且对精度要求极高,重心流程涵盖多个关键环节。首先是配料与熔炼,按精细比例混合钕、铁、硼及其他合金元素,投入真空感应炉中熔炼,制成合金铸锭,确保成分均匀性。随后进行制粉处理,将铸锭破碎后通过气流磨制成粒径 3-5 微米的细粉,粉末粒度直接影响磁体的较终性能。压型环节需在强磁...
-
无人机用磁钢批发价格 2026-02-05 01:04:16圆形沉孔磁铁的尺寸选择需与性能需求、安装基材特性协同匹配,重心逻辑围绕 “直径 - 厚度 - 沉孔规格 - 磁性能” 展开。直径方面,小直径(10-20mm)磁铁适用于轻量化场景(如电子配件),选用 N35-N40 磁能积型号即可;大直径(20-50mm)磁铁多用于重型固定(如工业夹具),需搭配 N...
-
粘接钕铁硼磁铁厂家电话 2026-02-04 21:04:48转子钕铁硼的选型需围绕电机重心参数与应用场景建立匹配逻辑,避免性能过剩或不足。首先需依据电机功率确定磁能积等级:1kW 以下微型电机(如家电电机)选用 N35-N40 型号即可满足需求,1-10kW 工业电机需匹配 N40-N45 型号,10kW 以上大功率电机(如新能源汽车驱动电机)则需 N45-...
与钕铁硼相关的问题
新闻资讯
产品推荐
-

N57转子水泵
2026-02-13 -

高压磁力泵定制
2026-02-12 -
罐装计量泵非接触磁力轮生产厂家
2026-02-12 -

搅拌器联轴器哪家好
2026-02-12 -

直交传动耦合器供应商
2026-02-12 -

限矩永磁调速型永磁耦合器批发厂家
2026-02-12 -
耐温180度以上蹄形磁铁哪家好
2026-02-12 -
耐温150度以上磁力偶合器售价
2026-02-12 -
EH等级直孔沉孔磁铁供应商
2026-02-11