- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵

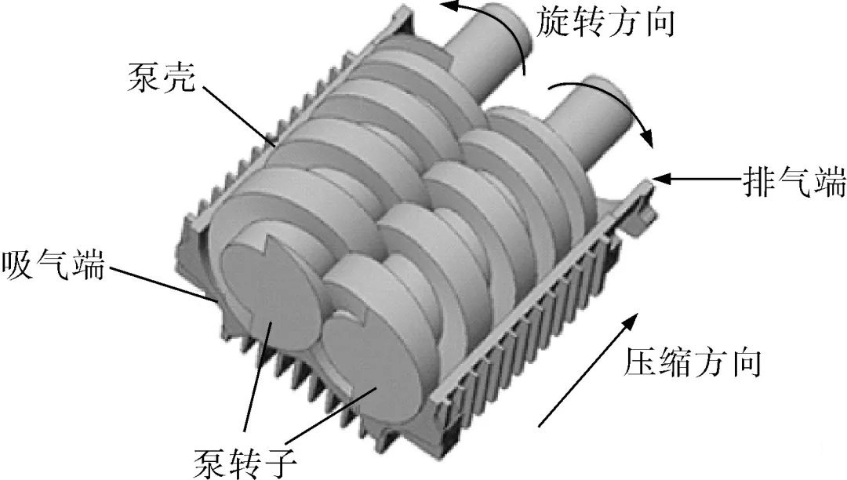
螺杆真空泵的性能在很大程度上取决于泄漏的控制。由于转子间、转子与泵壳间存在微小间隙,气体在压缩过程中会通过泄漏通道从高压侧返流至低压侧,导致抽气效率下降。主要的泄漏通道包括:转子啮合间隙、齿顶间隙、端面间隙等。泄漏间隙的大小直接影响泵的极限真空度和抽速:间隙越大,泄漏量越大,极限真空度越低。西安交通大学的数值模拟研究表明,通过建立泄漏通道模型和求解能量守恒、质量守恒方程,可以准确预测泄漏对泵性能的影响。现代螺杆泵的转子间隙通常控制在0.1-0.3毫米范围内,既保证无接触运转,又比较大限度减少泄漏。对于含粉尘的工况,适当放大间隙可防止颗粒卡滞,此时可通过增加转速或优化型线来补偿泄漏损失。山西干式螺杆真空泵本地厂家大抽速型号可达 2700m³/h 以上。
在粉末冶金,特别是金属注射成型(MIM)和陶瓷注射成型(CIM)工艺中,脱脂是决定产品**终品质与合格率的瓶颈环节。此阶段,成型坯体中的大量有机粘结剂(如蜡、聚合物)被加热挥发,产生成分复杂、易冷凝的烃类蒸汽。传统油封式真空泵极易被这些蒸汽污染,导致真空油乳化、性能骤降、维护频繁,更严重的是,油蒸汽反扩散会污染炉膛和产品,造成产品含碳量超标、表面起泡或强度不足。马德宝专为此工况推出的干式螺杆真空泵,凭借其全无油的设计理念,彻底根除了油污染源。泵腔内部螺杆之间、螺杆与壳体间均保持精密非接触运行,确保挥发性气体直接排出。同时,可配备集成式冷凝器与智能氮气吹扫功能,在气体进入泵腔前冷凝捕集大部分可凝蒸汽,并用微量氮气对泵腔进行持续净化,防止粘结物残留。这套方案不仅保障了脱脂工艺所需的稳定中低真空环境,更将设备维护周期延长数倍,直接提升生产线的连续运营能力与产品洁净度。
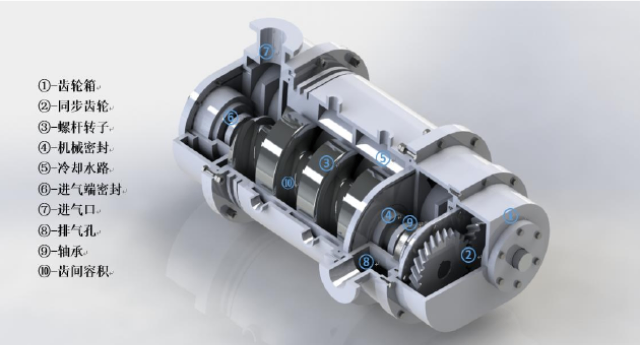
由于螺杆转子属于单头非对称螺旋结构,其质心不在旋转轴线上,高速旋转时会产生不平衡的惯性力和力矩,导致设备振动、噪音加剧,影响轴承寿命和运行可靠性。因此,严格的动平衡设计必不可少。主要方法有三种:去重法(在转子特定部位去除材料)、配重法(在轴端添加配重块)和自平衡设计。自平衡设计通过优化转子本身的几何参数(如设计特殊的螺距变化曲线或在转子中集成平衡导程段)来 intrinsically 实现平衡,无需附加部件,避免了因去重或配重可能带来的泄漏增加或结构复杂化问题,是更先进的设计理念,但需综合考虑其对抽气性能的整体影响。干式螺杆真空泵静密封用氟橡胶 O 型圈,耐温 - 20-200℃,动密封为双端面机械密封。

光伏镀膜用螺杆泵需高稳定性。河南螺杆真空泵厂家报价
马德宝真空设备集团有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来马德宝真空设备集团供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

1)开机前准备:检查油位(油镜中线)。确认冷却水阀门已打开,水流畅通。确认氮气吹扫/密封气阀门已打开,压力设定正确(如密封气3bar,吹扫气0.5bar)。检查管路连接,确保工艺入口阀和出口阀均全开,严禁关闭出口阀启动。2)启动步骤:启动电机,空载运行。检查并调节氮封气流量(如2.5-3L/min)。打开吹扫阀,对泵进行5-10分钟预吹扫(可选),然后关闭。缓慢打开工艺入口阀,切入系统。监控机体温度,通过调节冷却水流量将温度控制在比较好范围(如50-75℃),确保轴承温度不超过80℃(或环境温度+35℃)。3)停机步骤:关闭工艺入口阀,将泵切出系统。打开吹扫阀,对泵进行20-40分钟的清吹扫,...
- 湖北干式螺杆真空泵家实力对比哪个牌子好 2026-05-07
- 制药螺杆真空泵维护保养 2026-05-07
- 黑龙江螺杆真空泵行业老牌供应商 型号齐全 2026-05-07
- 上海螺杆真空泵靠谱厂家 2026-05-07
- 山西螺杆真空泵行业老牌供应商 型号齐全 2026-05-07
- 甘肃干式无油螺杆真空泵口碑厂家 2026-05-07
- 海南螺杆真空泵制造商 2026-05-07
- 湖南螺杆真空泵厂家供应 2026-05-07
- 河南干式无油螺杆真空泵哪个型号好 2026-05-07
- LG等螺距螺杆真空泵推荐厂家 2026-05-07
- 吉林双螺杆真空泵 2026-05-06
- 浙江干式螺杆真空泵家实力对比哪个牌子好 2026-05-06
- 北京老牌螺杆真空泵 2026-05-06
- 黑龙江螺杆真空泵在线选型 2026-05-06
- 天津LGB系列干式螺杆真空泵品牌推荐 2026-05-06
- 河北LGB系列干式螺杆真空泵一手好货源 2026-05-06

- 山西螺杆真空泵行业老牌供应商 型号齐全 05-07
- 甘肃干式无油螺杆真空泵口碑厂家 05-07
- 海南螺杆真空泵制造商 05-07
- 湖南螺杆真空泵厂家供应 05-07
- 浙江双螺杆真空泵哪家好 05-07
- 河南干式无油螺杆真空泵哪个型号好 05-07
- LG等螺距螺杆真空泵推荐厂家 05-07
- 浙江干式螺杆真空泵供应商推荐 05-07
- 江西干式螺杆真空泵供应商推荐 05-07
- 制药螺杆真空泵推荐厂家 05-06