红外焊接切削设备的工艺兼容性强,可无缝融入现有 IV 型储氢瓶生产线,无需对现有产线进行大规模改造,降低设备导入成本与周期。设备采用标准化接口与通讯协议,可与上游注塑机、输送线,下游缠绕机、检测机等设备快速对接,实现工序协同与数据共享。设备占地面积适中,布局灵活,可根据现有车间空间调整设备摆放位置,适配不同产线布局需求。操作人员无需大幅调整操作习惯,经过简单培训即可掌握设备操作与日常维护,缩短设备导入后的磨合周期,快速实现稳定生产,助力储氢瓶生产企业快速提升产能与产品质量。瓶身校正后回弹量小,尺寸稳定性好保障后续缠绕质量。IV型瓶生产线红外焊接切削设备原理

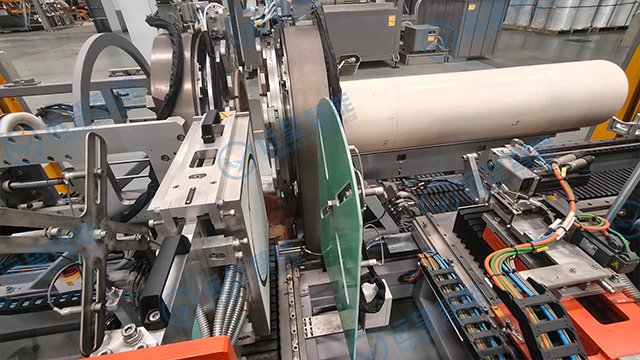
伺服自动夹紧送料系统的夹爪采用自适应开合设计,可根据 IV 型储氢瓶塑料内胆直径自动调整开合尺寸,无需人工更换夹爪,提升换型效率。夹爪内侧采用防滑纹理与软质缓冲层,既能增大摩擦力防止工件打滑,又能分散夹紧力,避免薄壁内胆局部受压变形或表面划伤。系统具备工件防错功能,通过传感器检测工件长度、直径是否匹配当前生产配方,不匹配时自动拒绝送料并告警,防止混料生产,保障产品一致性。送料速度可根据生产节拍灵活调节,与焊接、铣削、校正工序节奏匹配,实现各工序同步运行,提升产线整体效率,适配储氢瓶内胆规模化量产需求。复合材料气瓶红外焊接切削设备应用范围自动铣削焊缝毛边,提升内胆表面平整度与后续缠绕适配性。
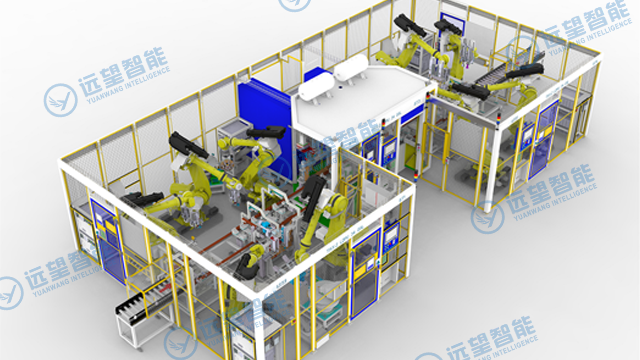
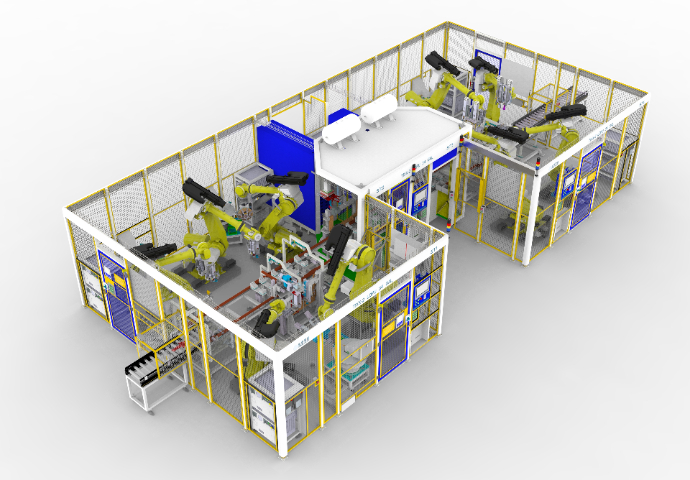
红外焊接切削设备为 IV 型储氢瓶生产企业提供一站式内胆制造解决方案,从焊接、送料、铣削到校正,全工序自动化、高精度完成,助力企业提升产品质量与生产效率。设备适配氢能与燃料电池汽车产业发展需求,紧跟储氢瓶国产化趋势,解决内胆制造过程中的焊接质量、表面处理、尺寸精度等关键痛点,为储氢瓶国产化提供可靠装备支撑。设备兼具性价比与高性能,相比进口同类设备,价格更具优势,维护成本更低,服务响应更及时,助力国内储氢瓶生产企业降低设备投入成本,提升市场竞争力。同时,设备可根据企业实际生产需求定制化开发,适配不同产能、不同规格、不同工艺的生产场景,满足企业个性化生产需求。
自动瓶身校正系统是解决 IV 型储氢瓶塑料内胆焊接变形的关键模块,针对塑料内胆焊接后易出现的弯曲、椭圆度超标、轴向扭曲等问题,提供自动化精密校正方案。系统采用多组径向支撑辊与轴向校正推杆,通过高精度传感器实时采集瓶身圆度、直线度、同轴度数据,传输至控制系统分析计算,动态调整支撑力与校正行程,实现闭环校正,确保瓶身尺寸精度控制在设计公差范围内。校正过程采用渐进式施压,避免一次性强力校正导致内胆应力集中或开裂,适配不同长度与直径规格内胆,校正后瓶身直线度、圆度满足碳纤维缠绕工艺要求,保障储氢瓶高压使用安全性。铣削路径螺旋规划,减少切削阻力提升表面光洁度无刀痕。

伺服自动夹紧送料系统的维护便捷性高,伺服电机、导轨、夹爪等部件均采用标准化设计,拆卸与更换简单快捷,便于日常维护与故障检修。系统配备自动润滑装置,可定期对导轨、传动部件进行自动润滑,减少人工润滑频次,降低维护工作量。系统具备故障自诊断功能,可自动识别常见故障并显示故障代码与处理建议,便于维护人员快速定位与解决问题,减少故障停机时间。维护手册提供清晰的维护流程、周期与润滑参数,指导操作人员完成日常维护,保障设备长期稳定运行,延长设备使用寿命。伺服夹紧夹爪带缓冲层,防止薄壁内胆表面划伤与变形。高精度红外焊接切削设备售后服务
红外焊接热转换效率高,相比传统加热降低能耗 30% 以上。IV型瓶生产线红外焊接切削设备原理
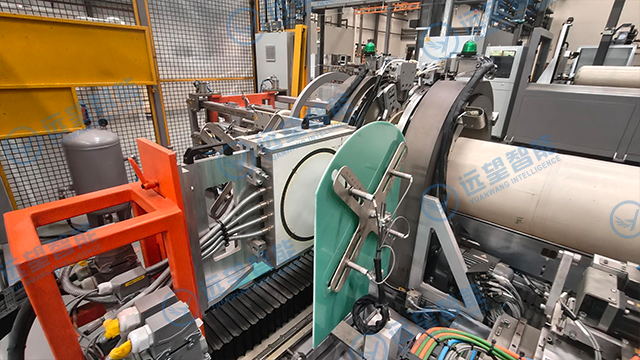
红外旋转焊接系统是红外焊接切削设备的关键功能模块,专为 IV 型储氢瓶塑料内胆环形焊缝设计,采用红外辐射加热原理,通过精确控制红外灯管功率、加热时间与工件旋转速度,实现焊缝均匀熔融与稳定结合。系统采用闭环温度控制,实时监测焊接区域温度变化,动态调整加热参数,避免温度过高导致材料降解或温度过低导致焊接不牢,确保每一道焊缝质量一致性,满足氢气渗透率≤6NmL/(h・L) 的行业标准。相比激光焊接,红外焊接设备成本更低、维护更简便,适配工业大规模量产,为氢能储氢瓶国产化提供高性价比焊接解决方案。IV型瓶生产线红外焊接切削设备原理