每个打磨组件的进料一端所在的铸件打磨自动化装置的制作方法铸件打磨自动化装置的制作方法压铸件是一种压力铸造的零件,其制造方法通常为:将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,从而铸造出由模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件。由于金属铜、锌、铝及铝合金具有很铸件打磨自动化技术实现要素铸件打磨自动化技术实现要素本方案中的长条形铸件打磨装置,包括工作台和电机,工作台上设有支架和用于固定铸件的长条形的安装槽;支架上滑动连接有方形的母框,母框包括两条相对的主横向对边和两条相对的主竖向侧边,主横向对边与安装槽平行,且靠近安装槽的铸件打磨自动化用打磨装置的制作方法铸件打磨自动化用打磨装置的制作方法铸件经过熔炼成型其表面往往会出现毛刺、颗粒很不美观也影响其使用质量,现在采取人工打磨的方式进行打磨,可以消除表面的毛刺颗粒等问题,但是存在不足,人工打磨不是均匀的打磨表面。大儒科技主营力控系统、模块化打磨自动化工作站及机械手系列产品。浙江力控系统性价比高

力控系统的轴向在工具机具和工件之间提供恒定的接触力。
力控制系统的轴向方向为执行工具提供了定量的缓冲行程。
力控制系统可以围绕三个坐标轴传递一定量的扭矩,输入执行工具的质量参数,并抵消重力在任何角度的影响。
可以适应工作条件,工件尺寸偏差小。
它可以应付工件表面异常附着的工作条件。
可以补偿执行工具非定量磨损的工作条件。
打磨力控系统型号力控系统能对尺寸变形量大的加工件实施高质量、高精度的自动化柔性打磨抛光。
或6孔)砂碟更优。吸尘打磨机的集尘系统自吸尘打磨机的集尘系统可以使用便携性的吸尘袋或背附式的吸尘袋。便携性的吸尘袋适合在当打磨粉尘量较小时使用,它可以收纳多达226克的粉尘。背附式吸尘袋适合粉尘量大、操作者又需要频繁移动的大型工件打磨场合(如飞机机身、船体、车厢、风能叶片等),它可以收纳多达1360克的粉尘。3M随打磨机配备的吸尘袋,均达到了HEPA[注:1]级,在保证吸尘通风能力的同时又将粉尘尽可能地收集在吸尘袋内。如果有更多或更长时间的吸尘要求,可以使用3M的移动式吸尘机。它可以同时带动2台**吸尘打磨机,总容量达48升,可选用20微米过滤等级的吸尘袋或HEPA等级的吸尘袋。对于已经有中央吸尘系统的客户来讲,吸尘打磨机的使用更为简便,只需要将它连接到厂区的**吸尘管道上即可实现打磨除尘功能。清洁打磨系统总结用一张表总结出3M清洁打磨系统的组成及特点。用户可以根据自已的实际情况和需要,选择合适的清洁比较有效打磨方式。注1:HEPA(HighEfficiencyParticulateAir),即比较有效空气颗粒过滤。达到HEPA标准的过滤材料,对于;对直径为,是雾、灰尘以及细菌等污染物比较有效的过滤媒介。
工业机器人5根据发布时间:2020-03-28点击次数:993[行业新闻]铸件打磨自动化机械设计要求有哪些铸件打磨自动化机械设计要求有哪些1、手臂应承载能力大、刚性好、自重轻手臂的刚性直接影响到手臂抓取工件时动作的平稳性、运动的速度和定位精度。如刚性差则会引起手臂在垂直平面内的弯曲变形和水平面内侧向扭转变形,机械手手臂就要产生振动,或动作时工件发布时间:2020-04-18点击次数:533[行业新闻]铸件打磨自动化打磨工具铸件打磨自动化打磨工具铸铁打磨车间想必大家都了解,粉尘、噪音污染严重,尤其中小型企业环境较差,随着环保检查力度的增强,很多企业被迫停产或关停。其中树脂打磨工具作为打磨铸铁的主要工具,是造成铸铁打磨车间粉尘污染严重的主要原因之一。树脂打磨工具发布时间:2020-05-16点击次数:19[行业新闻]如何选择铸件打磨自动化刀具加工铁基粉末冶金零件?如何选择铸件打磨自动化刀具加工铁基粉末冶金零件?铁基粉末冶金技术是一门生产近终形或终形粉末冶金结构零件的工艺。用粉末冶金制造铁基零件,特别是形状复杂、尺寸公差精密的结构零件,省材、省能,不需要或只需要少量切削加工,价格低廉,产品质量均一。安装力控系统的柔性打磨机器人优势明显,目前已经用于自动化焊缝打磨抛光。

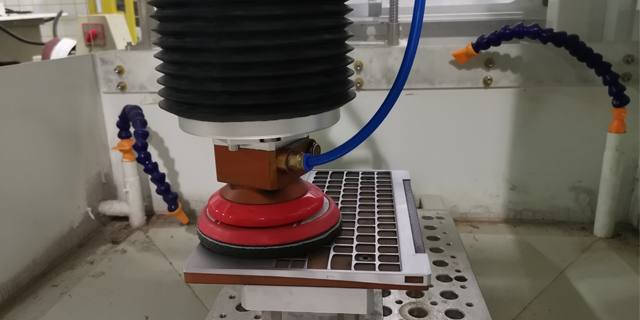
地铁闸机的弧面焊缝打磨使用了大儒科技的力控系统,安装于工业机器人末端,力控系统与工业机器人程序实现通讯,可以根据工件的变形量和位移量自动调整保持打磨力值的范围,提高了打磨过程的自动化程度,使得打磨更加精确,可用于钢管打磨生产线中。
在力控系统进行磨削时,铁路门需要力控系统以实现灵活的磨削。 主动式接触法兰可对工件表面进行弹性抛光,对金属门板的大表面进行研磨,以达到所需的平滑度和水平度,从而实现快速生产。 力控系统可弥补一般自动化打磨缺乏柔性、调试难度大等问题。本地力控系统值得信赖企业
力控系统有极高通用性,可以兼容各品牌机器人,适合批量生产。浙江力控系统性价比高
将其转换到激光跟踪仪坐标系下,并生成stl模型导入离线规划模块;)离线规划中可根据未打磨时模型中的三角面片中心点及其法向量确定一条直线,该直线遍历“打磨t次模型”的三角面片的中心点,求取交点,两点之间的距离便为本次打磨深度l;因此该位置打磨过量或余量为d-l;)沿着法向量方向根据打磨过量或余量修正打磨位姿成为下一次打磨位姿,并根据该次打磨量确定下一次打磨深度;)重复)、)、)步骤,完成所需打磨总量d*t。所述第9)步中,打磨结束后,使用视觉传感器再次采集完成打磨的工件模型,与未打磨的模型沿着法向量方向计算打磨高度h,则单点打磨误差为h-d*t;计算所有位置打磨误差平均值。上述技术方案中的一个技术方案具有如下优点或有益效果,通过激光跟踪仪修正初始打磨位姿,并通过视觉传感器检测每一次打磨深度并修正下一次的打磨位姿及打磨深度,既解决了人工示教造成的耗时长、效率低问题,又通过激光跟踪仪结合视觉传感器进行位姿修正提高了打磨精度,打磨精度可达。附图说明图1为本发明实施例中提供的视觉在线检测及修正的工件打磨系统的原理图;具体实施方式为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。浙江力控系统性价比高
大儒科技(苏州)有限公司位于方泾路2号。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下力控系统,模块化打磨工站,自动化打磨系统,柔性打磨机器人深受客户的喜爱。公司从事机械及行业设备多年,有着创新的设计、强大的技术,还有一批**的专业化的队伍,确保为客户提供良好的产品及服务。在社会各界的鼎力支持下,持续创新,不断铸造***服务体验,为客户成功提供坚实有力的支持。





