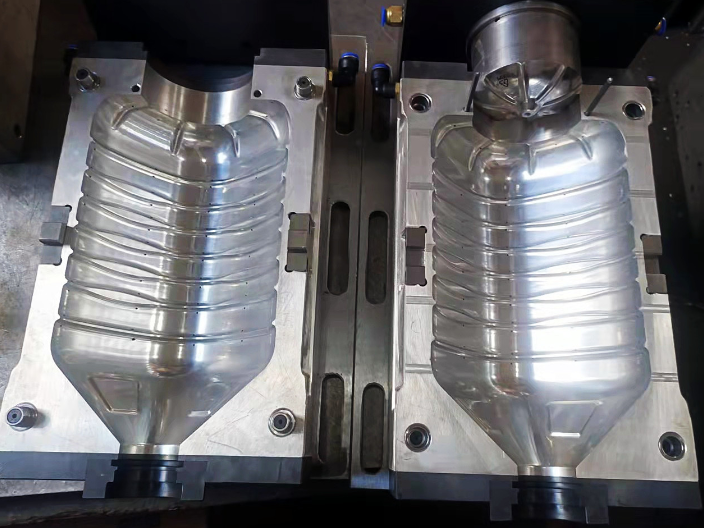
吹瓶模具分型面设计的要求:挤出吹瓶模具的结构设计模具分型面位置选择应使模具对称,减小吹胀比,易于制品脱模。因此,分型面的位置通常由吹瓶制品模腔的形状确定。大多数吹瓶模具是设计成以分型面为界相配合的两个半模,对于形状不规则的瓶类和容器,分型面位置的确定特别重要,如位置不当将导致产品无法脱模或造成瓶体划伤。这时,需要用不规则分型面的模具,有时甚至要使用三个或更多的可移动部件组成的多分型面模具,利于产品脱模。对横截面为圆形的容器,分型面通过直径设置;对椭圆形容器,分型面应通过椭圆形的长轴;矩形容积的分型面可通过中心线或对角线,其中后者可减小吹胀比,但与分型面相对的拐角部位壁厚较小。对有些制品,则需要设置多个分型面。容器把手应沿分模面设置。把手的横截面应呈方形,拐角用圆弧过渡,优化壁厚分布。把手孔一般采用嵌块来成型。还可用注射法单独成型把手。吹瓶模具要求具有高生产率,更高的生产效率才能在为塑料瓶在短期内生产出更多的塑料瓶。河南PET吹瓶模具厂家
吹瓶模具怎么保养?复合表面技术将两种或两种以上的表面处理工艺方法用在同一工件的处理,不只可以发挥各种表面处理技术的各自特点,更能显示出组合使用的突出效果。模具生产主要应用有复合表面化学处理、表面热处理与表面化学热处理的复合强化处理、热处理与表面形变强化的复合处理工艺、镀覆层与热处理的复合处理工艺、覆盖层与表面冶金化的复合处理工艺、离子辅助涂敷、激光、电子束复合气相沉积和复合涂镀层以及离子注入与气相沉积复合表面改性。首先是要注重模具的表面保养,也就是外观保养,不能让这种模具的外观受到损害,也就是不能让其腐蚀,如果外观受到影响,那么对产品的质量也是起到很大的影响,所以对模具的外观的保养是一定要的。河南PET吹瓶模具厂家一款质量好的模具对于吹瓶模具厂家来说是不可或缺的。

吹瓶模具相关的工艺性能:吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序.为保证模具的制造质量,降低生产成本,其材料应具有良好的可锻性,切削加工性,淬硬性,淬透性及可磨削性;还应具有小的氧化,脱碳敏感性和淬火变形开裂倾向。1.可锻性。具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。2.退火工艺性,球化退火温度范围宽,退火硬度低且波动范围小,球化率高。3.切削加工性,切削用量大,刀具损耗低,加工表面粗糙度低。
吹瓶模具的介绍:吹瓶模具,是注塑模具厂家都需要接触和使用到的,很多的吹瓶模具非常的厚重,吹瓶模具的主要材质是钢材,而且往往壁厚都是很厚的,这使得一副吹瓶模具的重量非常的重,当然价格也是居高不下的。另一方面,钢材等原材料减少,自然对吹瓶模具的价格有了一定的下调也会起到了很大的促进作用。此外,吹瓶模具减轻之后,使用起来也是很方便快捷的呢?吹瓶模具的减重,当然不是一件简单的事情,这需要厂家们一起推动才能进步的。吹瓶模具是生产各种工业产品的重要工艺装备。吹瓶模具结构怎么制作?

吹瓶模具的工艺:1、氧化、脱碳敏感性。高温加热时抗氧化怀能好,脱碳速度慢,对加热介质不敏感,产生麻点倾向小。2、淬硬性,淬火后具有均匀而高的表面硬度。3、淬透性。淬火后能获得较深的淬硬层,采用缓和的淬火介质就能淬硬。4、淬火变形开裂倾向,常规淬火体积变化小,形状翘曲、畸变轻微,异常变形倾向低。常规淬火开裂敏感性低,对淬火温度及工件形状不敏感。5、可磨削性,砂轮相对损耗小,无烧伤极限磨削用量大,对砂轮质量及冷却条件不敏感,不易发生磨伤及磨削裂纹。对于塑料瓶生产厂家来说,吹瓶模具对塑料瓶的生产效率和质量有着至关重要的影响。宁波塑料瓶吹瓶模具定制
选购吹瓶模具建议挑选规划大的厂家。河南PET吹瓶模具厂家
吹瓶模具出现螺纹区的排气槽受到了不应有的拉伸(从密封面到凸环)的问题。这种现象夏天更常见,因其高气温使瓶胚螺纹区过热。解决办法有:1、确保输送臂的调整精确无误;还有,吹气芯场地模具的找正也有关系;2、由于气温偏高时问题更为糟糕,任何导致螺纹区温度下降的都会加其恶果,详见“瓶口膨胀,吹瓶跑气”。应该记住,吹瓶芯只凭弹簧的力量来确定瓶坯位置,它并不足以矫正两者之间在对准上的差距。等吹气开始,有相当大的下冲击力,这一冲击载荷便会引起螺纹受损。河南PET吹瓶模具厂家
台州市弘凯模具有限公司位于新前街道泾岸村888号(自主申报),交通便利,环境优美,是一家生产型企业。是一家有限责任公司(自然)企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司业务涵盖瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具,价格合理,品质有保证,深受广大客户的欢迎。弘凯模具顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。