- 品牌
- 上海四科
- 型号
- 齐全
- 适用领域
- 齐全
- 产地
- 上海
- 厂家
- 上海四科仪器设备有限公司
纯水设备的出水量怎么选?无论是家用还是工业用的纯水设备,这点都是我们需要关注的,因为纯水设备的出水量多少,决定了我们的使用需求能否被满足,以及购买纯水设备的费用是多少。怎么选纯水设备的出水量是多少?这个看每天所用纯水是多少,就比方实验室每天纯水的消耗在100升,那纯水设备较大纯水产量肯定要在100升以上。如果这100L的纯水是在某个时段内用完的,那我们还需要考虑选择的纯水设备能否满足每小时的纯水消耗,因为纯水设备较大纯水产量计算的是24小时内的纯水产量。目前,市面上常规的纯水设备出水量为15升/小时或30升/小时,小型纯水设备的出水量10升/小时,以纯水作为水源的超纯水机,出水量在2升/分钟,具体看用户选择的纯水设备型号。反渗透纯净水设备的特点为切合当地水质的个性化设计,全方面满足需求。工厂用超纯水设备厂商

实验室纯水设备原理如下:通常由原水预处理系统、反渗透纯化系统、超纯化后处理系统三部分组成。预处理的目的主要是使原水达到反渗透膜分离组件的进水要求,保证反渗透纯化系统的稳定运行。反渗透膜系统是一次性去除原水中98%以上离子、有机物及100%微生物(理论上)较经济高效的纯化方法。超纯化后处理系统通过多种集成技术进一步去除反渗透纯水中尚存的微量离子、有机物等杂质,以满足不同用途的较终水质指标要求。主要特点:无需酸碱处理,环保无“三废”;自动维护,自动控制,水质在线检测,随时监测水质变化;切合当地水质的个性化设计,全方面满足需求。GMP纯化水设备费用EDI纯水设备具有水质稳定、操作管理方便、运行费用低、占地面积小等特点。

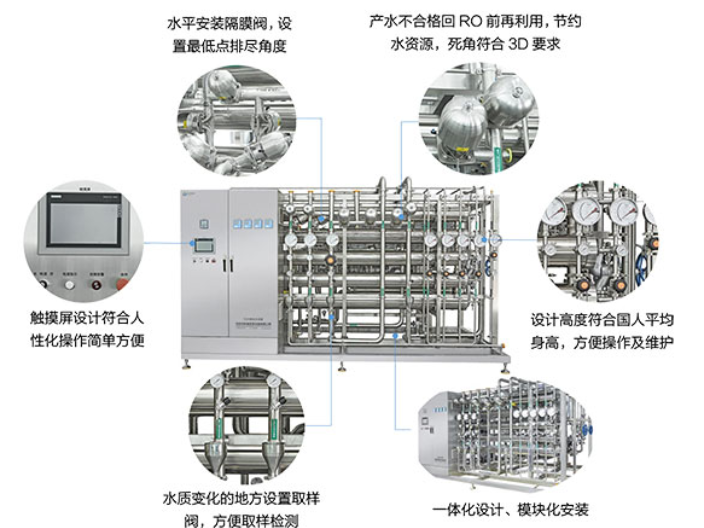
GMP认证用纯化水设备各单元的功能如下:自动反冲洗多介质过滤器:多介质过滤罐大多填充石英砂、无烟煤和锰砂等滤料。其作用主要是降低水浊度,并且可以去除水中的大量细菌、病毒、有机物等。从而为后续的消毒工序创造了有利条件。锰砂对铁、锰的去除效果明显。自动反冲活性炭过滤罐:活性炭具有大量的微孔和巨大的比表面积,具有极强的物理吸附能力。能够十分有效的吸附水中杂质,尤其是有机物和微生物。活性炭表面形成的含氧催化氧化和化学吸附的功能,可以去除一部分水中的金属离子。活性炭对水中尚存的余氯有极强的吸附作用,以保护下游的不锈钢设备及管道表面和满足后序水处理单元的入水要求。
反渗透纯水设备系统回收率:反渗透膜元件系统回收率是指反渗透装置在实际使用时总的回收率。系统回收率受给水水质、膜元件的数量及排列方式等多种因素的影响,小型反渗透装置由于膜元件的数量少、给水流程短,因而系统回收率普遍偏低,而工业用大型反渗透装置由于膜元件的数量多、给水流程长,所以实际系统回收率一般均在百分之七十五以上,有时甚至可以达到90%。在某些情况下,对于小型反渗透装置也要求较高的系统回收率,以免造成水资源的浪费,此时在设计反渗透装置时就需要采取一些不同的对策,较常见的方法是采用浓水部分循环,即反渗透装置的浓水只排放一部分,其余部分循环进入给水泵入口,此时既可保证膜元件表面维持一定的横向流速,又能可以达到用户所需要的系统回收率。EDI净水设备具备连续出水、无需酸碱再生和无人值守等优点。

纯水设备,它采用的是主要是反渗透膜技术。它的工作原理是对水施加一定的压力,使水分子和离子态的矿物质元素通过反渗透膜,而溶解在水中的绝大部分无机盐(包括重金属)、有机物以及细菌、病毒等无法透过反渗透膜,从而使渗透过的纯净水和无法渗透过的浓缩水严格的分开。超纯水设备是在纯水设备基础上增加混床、EDI装置以及后级处理等方法,将水中的导电介质几乎完全去除,又将水中不离解的胶体物质、气体及有机物均去除至很低程度的水处理设备。超纯水设备又称做:超纯水器,超纯水机,超纯水仪,超纯水系统,实验室超纯水器等。超纯水机所生产的超纯水电阻率一般应大于10兆欧,10兆欧以上的水才叫超纯水。一般超纯水出水能达到18.25兆欧。反渗透纯净水设备的特点为采用全自动预处理系统,实现无人化操作。苏州工业纯水设备耗材
反渗透纯净水设备的特点为在线水质监测控制,实时监测水质变化,以保障水质安全。工厂用超纯水设备厂商
纯水设备发展历程如下:近几十年以来,混合床离子交换技术一直作为超纯水制备的标准工艺。由于其需要周期性的再生且再生过程中使用大量的化学药品(酸碱)和纯水,并造成一定的环境问题,因此需要开发无酸碱超纯水系统。正因为传统的离子交换已经越来越无法满足现代工业和环保的需要,于是将膜、树脂和电化学原理相结合的EDI技术成为水处理技术的一场变革。其离子交换树脂的再生使用的是电,而不再需要酸碱,因而更满足于当今世界的环保要求。自从EDI膜堆技术工业化以来,全世界已安装了数千套EDI系统,尤其在制药、半导体、电力和表面清洗等工业中得到了大力的发展,同时在废水处理、饮料及微生物等领域也得到普遍使用。工厂用超纯水设备厂商
超纯水设备生产的水与普通纯水设备产水在水质上存在差异。普通纯水设备主要去除水中的大部分杂质和离子,满足一般工业生产和生活使用,其电导率通常在几十微西门子每厘米。而超纯水设备通过多级深度处理,将水中的离子、微生物、颗粒物质等几乎完全去除,电导率可低至0.055微西门子每厘米以下,接近理论纯水的电导率。在微生物限度方面,普通纯水设备产水的微生物含量允许在一定范围内,而超纯水设备产水的微生物几乎检测不到。这种水质差异决定了超纯水主要应用于对水质要求极高的领域,如半导体芯片制造、科研实验等,而普通纯水则适用于一般的工业和民用场景。随着市场需求的增加,纯水设备行业竞争加剧,企业需不断创新,提高产品质量和...
- 苏州大型纯水制作设备哪家好 2026-05-05
- GMP超纯水设备多少钱 2026-05-05
- 苏州超纯水器供应 2026-05-05
- 上海工厂用纯水设备生产厂 2026-05-05
- 工厂用超纯水仪大概多少钱 2026-05-05
- 苏州反渗透超纯水仪维修 2026-05-05
- 苏州实验室纯化水设备报价 2026-05-05
- 工厂用纯水制作设备维修 2026-05-05
- 工业纯化水设备哪家好 2026-05-05
- 实验室超纯水设备维修 2026-05-05

- 上海专业超纯水器报价 2026-05-05
- RO超纯水器报价 2026-05-05
- 苏州工厂用纯化水设备多少钱 2026-05-05
- 超纯水机哪家好 2026-05-05
- 苏州实验室超纯水器 2026-05-05
- 制药纯化水设备哪个牌子好 2026-05-05


- 工厂用超纯水仪大概多少钱 05-05
- 苏州反渗透超纯水仪维修 05-05
- 苏州实验室纯化水设备报价 05-05
- 工厂用纯水制作设备维修 05-05
- 制药纯水设备厂家 05-05
- 上海电子级超纯水仪供应 05-05
- 苏州一体化超纯水仪售价 05-05
- 苏州工厂用超纯水设备报价 05-05
- 上海专业超纯水器报价 05-05
- RO超纯水器报价 05-05