随着社会的发展和科技的进步,人们对工件的外观面要求逐渐变高,因此需要对工件进行打磨工艺,当需要打磨大批量工件,而且工件的内壁面和外壁面同时都需要打磨时,如果采用传统的流水线制作模式,通过人工打磨效率低,同时打磨后的效果得不到保证,综合成本高,且打磨后的碎屑容易残留在工件上,不利于标准化生产。目前在工件加工完成后经常需要使用打磨机对其包面进行打磨,使其表面光滑均匀。现有的打磨机一般均为手持式打磨机,工作人员需要手持打磨机然后对工件表面进行打磨处理。这种方式存在以下缺陷:在面对圆柱形杆或者是圆柱形管等圆形形的工件时,因为工件表面均为弧面,工作人员对工件打磨时比较费力,且打磨出来的工件表面很难保持平整性,很有可能影响后续工件的使用。针对现有技术存在的不足,大儒的只能柔性打磨力控系统具有的打磨过程中的柔性力控制,能帮助工作人员更方便打磨圆柱形工件。郑州力控打磨控制系统
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。重庆销售力控打磨装置

打磨机箱体腻子打磨,又可称为“原子灰打磨。现今因为进入打磨这个行业中的人越来越少,供需的不平衡,造成工人师傅价钱上涨快,而且还找不到师傅。而木工因为大量的机械化施工,使生产力得到很大的提高。打磨这快迫切需要智能柔性设备来解决难题。施工工艺对比:传统施工方式――手工打磨工作效率10-15平方/小时平均100-120平方/天35-45平方/小时,表面质量作业面光滑、平整,人力成本要花费大量的人工、物力,空气中飞舞的灰尘污染环境,影响人体身心健康;对比柔性力控打磨的施工工艺――柔性力控打磨,代替3-4个工人,打磨作业面光滑、细腻、平整,大批量生产也效果一致,配合使用不同粒度砂纸,达到腻子表面效果,缩短工期、简化管理,环境上健康、环保,现场施工环境非常干净清洁。
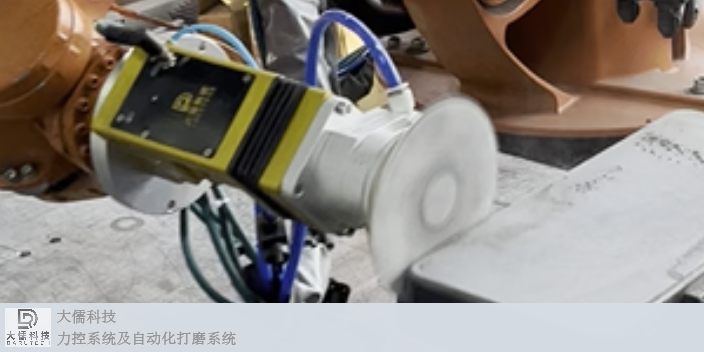
铝圆片广泛应用于电子、日化、医药、文教和汽车配件。电器、保温、机械制造、汽车、航天、模具、建筑、印刷等行业。如厨具用品如不粘锅,压力锅等以及五金用品如灯罩,热水器外壳,拉伸罐体等,是用量大的铝合金板带材深加工产品之一。铝圆片制造结束后一般外圆较为粗糙,需要进行抛光处理。智能柔性打磨力控系统配合标准打磨工作台、工业机器人组成模块化打磨工作站,机器人末端安装打磨力控系统和打磨工具,对固定在标准打磨工作台中的铝圆片进行抛光。打磨力控系统负责打磨过程中的柔性力控制,机器人只负责编程好的打磨路径,实现智能柔性打磨。另外模块化打磨工作台可以避免抛光出的碎屑溅出伤人,提高了机器人打磨工作的安全性,改善了工作环境。

技术特征:1.一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:包括安装在工作台(1)上的六轴机器人(4)、打磨机构(5)、输送机构(3)以及连接在输送机构(3)上的定位夹紧机构(2);所述的打磨机构(5)包括连接板(5-1)、固定夹座(5-2)以及气磨(5-3)或电磨,所述的连接板(5-1)安装在六轴机器人(4)的手腕末端(4-1),连接板(5-1)上设有固定夹座(5-2),气磨(5-3)或电磨安装在固定夹座(5-2)上,至少两个活动软管(5-6)通过吸尘固定座(5-5)连接在连接板(5-1)上,活动软管(5-6)与吸尘器(7)连接相通,活动软管(5-6)的吸口位于气磨(5-3)或电磨的磨头(5-4)处;所述的输送机构(3)包括带磁性开关的导轨无杆气缸(3-7)、托盘(3-6)以及电缆保护链(3-1),导轨无杆气缸(3-7)和电缆保护链(3-1)平行设置,导轨无杆气缸(3-7)和电缆保护链(3-1)的前端安装在工作台(1)上,托盘(3-6)安装在导轨无杆气缸(3-7)的活动侧上并能前后运动,导轨无杆气缸(3-7)在两端安装有油压缓冲器(3-4),电缆保护链(3-1)后端通过连接块(3-2)与托盘(3-6)连接,电气快插插座(3-3)安装在连接块(3-2)上,托盘(3-6)上设用于连接底板(2-5)的螺纹孔和销孔(3-5);所述的定位夹紧机构(2)包括底板(2-5)、仿形定位座。洛阳购买力控打磨操作简单
郑州力控打磨控制系统
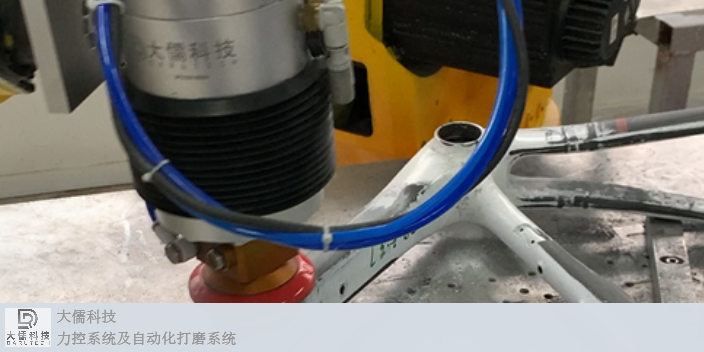
针对薄壁件的自动打磨问题,安装使用智能打磨力控系统是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。郑州力控打磨控制系统