打磨柜打磨台打磨柜处理器采用下抽上排内循环的工作方式。其设计原则是在满足生产工艺要求的前提下,主要从打磨工人的工作环境,设备的运行可靠,操作维修便利等几方面考虑,改善工作区的作业环境。含尘气体由进风口进入粉尘处理器箱体内,首先经过整流板,含尘气体均匀的分散到各滤筒四周,由于滤筒的多种效应作用,被阻止在滤筒外壁。净化后的气体通过滤筒经箱体出风口排出。随着使用时间的增长,滤筒表面吸附的粉尘逐渐增多,滤筒的透气性减弱,除尘器阻力不断增大。为了保证除尘器的阻力控制在限定的范围之内,由脉冲控制仪发出信号,循序打开脉冲电磁阀,使压缩空气由喷吹管各喷口喷射到对应滤筒,造成滤筒内瞬间气体膨胀,使积聚在滤筒外壁上的粉尘抖落,进入积灰箱。积灰箱采用推拉式结构,清灰过程快捷方便。上面设有卸灰板,保证灰尘全部集中到积灰箱。 浙江销售力控打磨操作简单
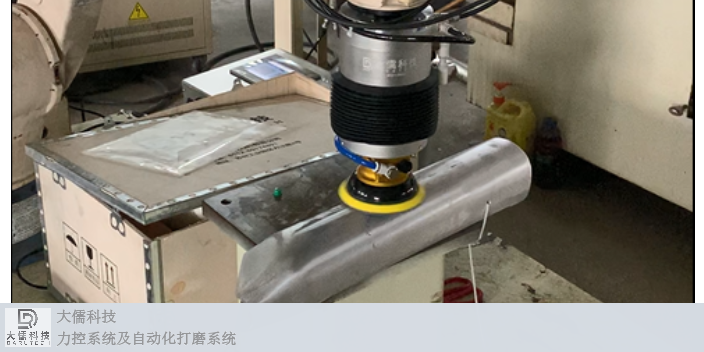
打磨工具应用于产品表面加工,用以实现产品的去披锋、修边、打磨和抛光等工艺需求。打磨工具工作时,磨片与待打磨产品之间接触的力为打磨压力,打磨压力过大会损坏磨片和电机主轴,甚至会造成产品表面有凹坑,打磨压力过小会影响打磨效果,且该打磨压力需要随着产品的形变量、产品的材料及工艺的改变而进行调整。但是当待打磨的产品尺寸存在偏差或者材料发生改变时,常规的打磨工具无法适应性地改变其打磨压力,容易造成磨片损坏,且影响产品的打磨效果。大儒科技的智能柔性打磨力控系统,也是一种恒力打磨工具,可以提供可调节打磨压力、提高打磨效果、延长磨片使用寿命。力控系统可安装于工业机器人的第六轴或者安装于非标机械手的末端,以实现对产品的打磨。打磨力控系统安装于机器人或者机械手上,在进行批量打磨时,会提前设定好打磨路径,若待打磨的产品存在形变量时,采用普通的打磨工具,即采用无法设置打磨压力的打磨工具将会产生打磨效果不佳的问题,当待打磨的产品往远离磨片的方向变形时,磨片接触不到产品,会导致漏打磨;当待打磨的产品往靠近磨片的方向变形时,可能会损坏磨片,也会造成多打磨的情况。广州本地力控打磨研磨

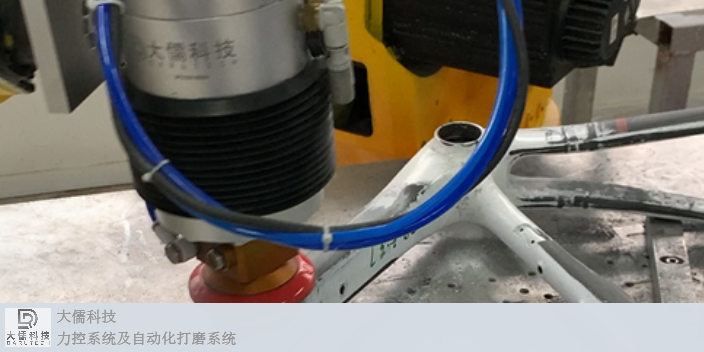
随着人工费用成本的增加,同时由于工作环境的恶劣,使用工业机器人代替人工进行去毛刺打磨抛光工作变得越来越普遍甚至迫在眉睫!但工业机器人进行去毛刺打磨抛光工作时使用的工具一般都必须是柔性打磨的力控系统,而不能使用刚性工具!例如需要毛刺打磨抛光的铸造共建,由于模具精度等各方面因素,铸件总会存在铸造飞边、分模线和铸造尺寸公差和形位公差;如果采用刚性工具去毛刺打磨抛光,就必须精确控制机器人的运动轨迹以拟合工件边沿;由于机器人的定位精度比较高,这样如果有1000个工件就必须有1000个程序来拟合工件外形,否则就会伤及工件本体或者根本没有将毛刺去除,而这是不可能的!因此必须采用一种特殊的工具-智能柔性打磨力控系统来吸收这个公差,这正是力控的柔性工具产生的原因!
有色金属,狭义的有色金属称非铁金属,是指铁、锰、铬以外的所有金属的统称;广义的有色金属还包括有色合金,有色合金是以一种有色金属为基体,加入一种或几种其他要素而组成的合金。在电脑的主板中金属的含量占大概50%,其中主要的有价金属都是有色金属,有色金属经过切割、冲压、打磨、抛光等工艺加工制成电脑主板上的各种零件。现有的有色金属加工打磨抛光装置存在因管状金属固定不牢固而致使影响抛光和打磨效用。因工业机器人准确、可靠、灵活等优势,越来越多的制造企业正在尝试使用工业机器人进行工件打磨、抛光、去毛刺等工作。然而给工业机器人编写精确复杂的打磨轨迹是一大难点。传统的离线编程解决方案能够解决轨迹编程复杂的问题,但是它要求工件一致性好,工作站标定精确,这使得工业机器人在打磨过程中安装、调试和使用难度依然很大。在打磨过程中引入打磨力控系统提高了工件的打磨质量,加工效率以及设备安全性。
3C电子产品外壳打磨:这个行业的性特点就是,打磨轨迹丰富多样,如:横摆、圆弧摆、八字摆,而每个打磨轨迹又有数千个打磨点。如果按照传统的示教方式,是非常耗时且效果不好。大儒科技的力控系统具有智能柔性力控制的功能。通过辅助编程设定螺旋线的起点终点位置、旋向、螺距、运动速度或时间、平滑距离等参数,操作人员即能轻松完成产品外壳打磨调试,采用螺旋线插补功能可以节省40%以上的示教编程时间。前面讲了被动型柔顺控制,这里要说一下主动型柔顺控制。主动型柔顺控制的实现是在机器末端添加一个打磨力控系统,当末端执行器与工件发生接触时,打磨力控系统会检测到力的信息并将信息反馈给机器人,机器人会根据信息对末端执行器进行位置或速度的调整。3C电子产品外壳打磨领域也有许多项目,如:笔记本外壳打磨、电子产品配件打磨、风力叶片打磨、滤波器盖板打磨。唐山直销力控打磨详情
浙江销售力控打磨操作简单
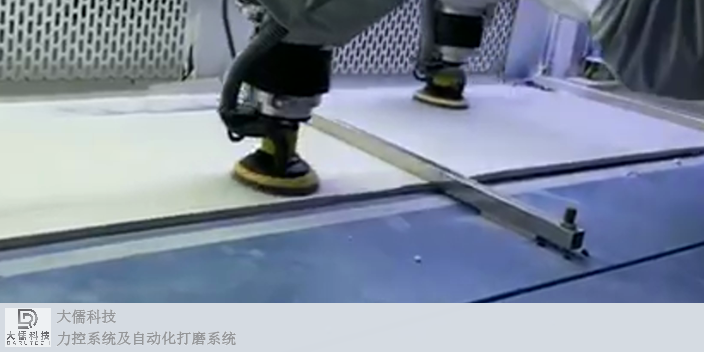
针对薄壁件的自动打磨问题,安装使用智能打磨力控系统是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。浙江销售力控打磨操作简单