打磨柜打磨台打磨柜处理器采用下抽上排内循环的工作方式。其设计原则是在满足生产工艺要求的前提下,主要从打磨工人的工作环境,设备的运行可靠,操作维修便利等几方面考虑,改善工作区的作业环境。含尘气体由进风口进入粉尘处理器箱体内,首先经过整流板,含尘气体均匀的分散到各滤筒四周,由于滤筒的多种效应作用,被阻止在滤筒外壁。净化后的气体通过滤筒经箱体出风口排出。随着使用时间的增长,滤筒表面吸附的粉尘逐渐增多,滤筒的透气性减弱,除尘器阻力不断增大。为了保证除尘器的阻力控制在限定的范围之内,由脉冲控制仪发出信号,循序打开脉冲电磁阀,使压缩空气由喷吹管各喷口喷射到对应滤筒,造成滤筒内瞬间气体膨胀,使积聚在滤筒外壁上的粉尘抖落,进入积灰箱。积灰箱采用推拉式结构,清灰过程快捷方便。上面设有卸灰板,保证灰尘全部集中到积灰箱。 广州本地力控打磨详情

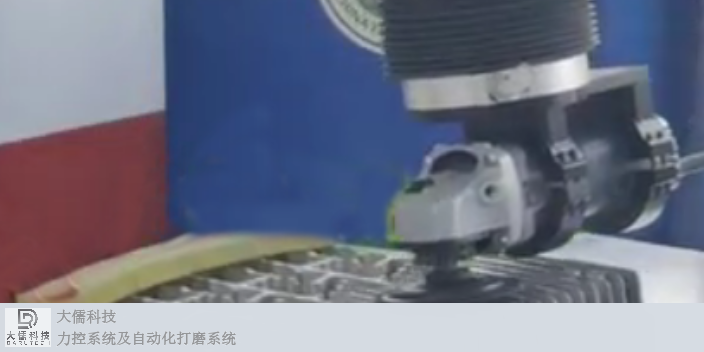
目前我国的打磨抛光方法仍然以手工打磨、手工抛光为主,不仅劳动强度大,加工效率低,对工人技术熟练程度要求高,而且是工人职业病高发领域。因此,自动化打磨抛光设备的大量应用是实现“机械换人”,推动传统制造业实现技术转型升级的重要途径。自动化打磨抛光设备主要由进给系统和打磨抛光头组成,进给系统如关节机器人、直角机器人、并联机构及机床的伺服进给系统等,目前较为成熟和可靠。目前打磨抛光头相对较为粗糙,一般只有打磨抛光的执行机构,缺乏可靠的控制系统和传感系统,无法实现恒力磨削,与进给系统缺乏相互作用、反馈的交互性,无法实时调整,致使现在的自动化打磨抛光设备适应面较窄,无法应对打磨抛光时遇到的各种复杂情况。针对现有技术中存在的上述不足之处,智能柔性打磨力控系统的执行器完成柔性力控制的浮动磨削,通过力控与视觉系统对打磨情况进行感知,反馈给进给系统做出实时调整;采用可自由伸缩的打磨头、被动调整装置、海绵垫等增加打磨效率的同时单、双、三打磨头作业的自由切换可适应有不同需求的场合。江苏官方力控打磨技术指导
市场上通常力传感器与机器人来实现柔性打磨。机器人中的力传感器主要分为两类:关节部位的单轴扭矩传感器和机器人末端的6轴力传感器。其中国产的力传感器价格适中,性能也不错,量程50Nm的5000左右,跟HD的谐波减速器价格相当,很多企业能够接受。因为伺服系统中的位置传感器精度非常高,力矩传感器远没有位置传感器那样高精度,力矩传感器信号标准差为。另外,机器人中安装有力矩传感器,有一个比较大的缺陷:刚性降低,当系统中装有力矩传感器后,传动链上会有明显的变形,也即系统的刚性相比于没有力矩传感器的,会下降很多。经过粗略计算,一块与力矩传感器大小一样的钢板,其刚性是它的近10倍。我们知道,传统机器人在做位置控制时,是希望传动刚性伟大越好的。当刚性过低时,不光是控制精度下降,系统也容易不稳定。另外通过只控制电机端完成一定的位置轨迹追踪,同时测量出力矩传感器的信号,得出信号质量并不是很好,这跟系统刚性下降有关。这是由于电机端的运动,经过中间的弹簧后,再传到连杆端;由于弹簧刚性系数较其他部分小很多,导致电机运动经由弹簧后产生了波动,进而导致电机与连杆间的偏差角有波动,使得测量的力矩不够稳定。这种不稳定的力矩信号。
随着社会的发展和科技的进步,人们对工件的外观面要求逐渐变高,因此需要对工件进行打磨工艺,当需要打磨大批量工件,而且工件的内壁面和外壁面同时都需要打磨时,如果采用传统的流水线制作模式,通过人工打磨效率低,同时打磨后的效果得不到保证,综合成本高,且打磨后的碎屑容易残留在工件上,不利于标准化生产。目前在工件加工完成后经常需要使用打磨机对其包面进行打磨,使其表面光滑均匀。现有的打磨机一般均为手持式打磨机,工作人员需要手持打磨机然后对工件表面进行打磨处理。这种方式存在以下缺陷:在面对圆柱形杆或者是圆柱形管等圆形形的工件时,因为工件表面均为弧面,工作人员对工件打磨时比较费力,且打磨出来的工件表面很难保持平整性,很有可能影响后续工件的使用。针对现有技术存在的不足,大儒的只能柔性打磨力控系统具有的打磨过程中的柔性力控制,能帮助工作人员更方便打磨圆柱形工件。

在现有技术中,金属表面的打磨处理目前大部分还依赖于人工,专机打磨和机器人打磨的表面粗糙度不稳定导致良率不高且对后续的表面处理带来很大的影响。
目前市面上打磨机器人还存在一些未能解决的问题:a、局限于手臂垂直平面的打磨,手臂角度不可变化,否则会受到角度产生的分力影响;b、打磨机快速触碰到产品时,由于机器人执行动作的响应速度比系统运算速度慢,会产生超出力控要求的很大的一个力,大幅度影响产品的品质,因此只能慢速的靠近,从而影响生产效率;c、当打磨机刚触碰到产品或在打磨过程中碰到一个超出控制力范围的力值时,打磨机会有跳动现象,会造成产品表面粗糙度不一致,从而影响产品的品质稳定。
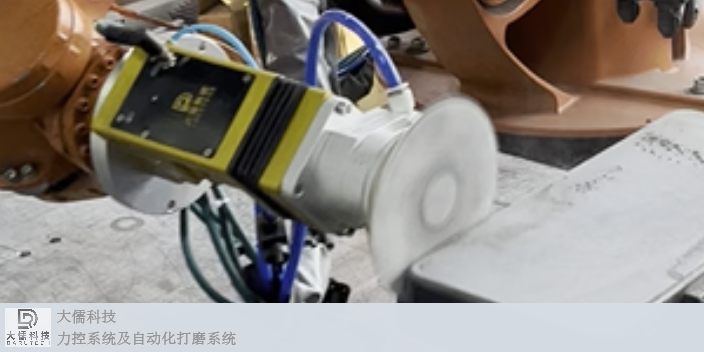
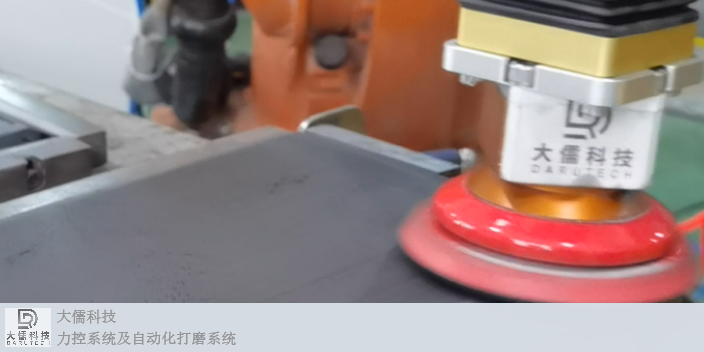
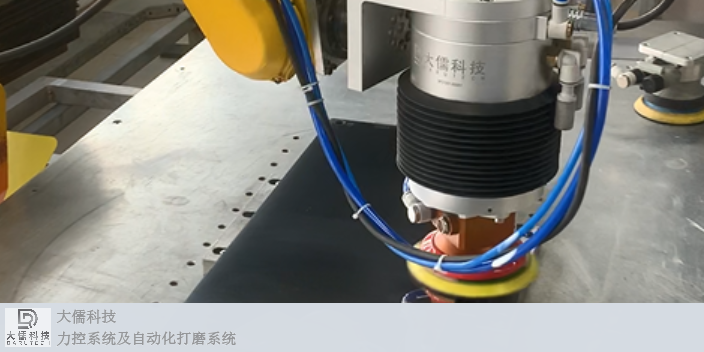
在机器人手臂末端安装力控系统和打磨机,力控系统瞬间接触产品及运行过程中采用柔性浮动的控制方式,受力瞬间即可迅速反应作出调整,确保力的控制精度,实现智能柔性的力控打磨。 成都直销力控打磨哪里买
广州本地力控打磨详情
5G时代即将到来,手机外壳材料从塑胶到金属又到非金属材质的轮回,塑胶因为成本低,受到中低端市场的青睐。塑胶外壳的材料通常主要用ABS、PC、PPO、PCABS等工程塑料、合金与碳纤维或玻璃纤维的复合材料等,由于对手机壳表面要求高,注塑的产品达不到要求,因此需要对手机壳表面打磨抛光,消除塑胶结合纹,模痕,夹水纹,雾面,霜面,毛刺,废边,清洁和修复划痕等,以使塑胶表面纹路均匀,使塑胶手机壳变成表面光滑和有高光泽度的效果。一、手机塑胶中框及后盖制程注塑-打磨抛光-清洗-喷涂/镀膜/电镀等-检查-下个制程二、手机塑胶壳打磨抛光的问题点:1.来料检查,需要对来料仔细检查,有问题需要马上联系上道工序;2.打磨主要问题塌边塌孔:边缘,四个圆角,摄像头,插卡孔、数据线孔、按键孔等地方;3.接刀痕,打磨不圆润;4.打磨痕,打磨痕太粗喷涂遮不住,调整加工程序及更换更细的海绵砂;5.合模线没打磨干净。广州本地力控打磨详情