在现有技术中,金属表面的打磨处理目前大部分还依赖于人工,专机打磨和机器人打磨的表面粗糙度不稳定导致良率不高且对后续的表面处理带来很大的影响。
目前市面上打磨机器人还存在一些未能解决的问题:a、局限于手臂垂直平面的打磨,手臂角度不可变化,否则会受到角度产生的分力影响;b、打磨机快速触碰到产品时,由于机器人执行动作的响应速度比系统运算速度慢,会产生超出力控要求的很大的一个力,大幅度影响产品的品质,因此只能慢速的靠近,从而影响生产效率;c、当打磨机刚触碰到产品或在打磨过程中碰到一个超出控制力范围的力值时,打磨机会有跳动现象,会造成产品表面粗糙度不一致,从而影响产品的品质稳定。
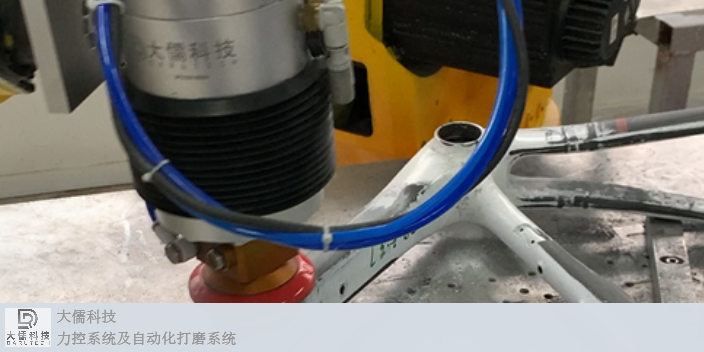
在机器人手臂末端安装力控系统和打磨机,力控系统瞬间接触产品及运行过程中采用柔性浮动的控制方式,受力瞬间即可迅速反应作出调整,确保力的控制精度,实现智能柔性的力控打磨。 唐山精密力控打磨共同合作

3C电子产品外壳打磨:这个行业的性特点就是,打磨轨迹丰富多样,如:横摆、圆弧摆、八字摆,而每个打磨轨迹又有数千个打磨点。如果按照传统的示教方式,是非常耗时且效果不好。大儒科技的力控系统具有智能柔性力控制的功能。通过辅助编程设定螺旋线的起点终点位置、旋向、螺距、运动速度或时间、平滑距离等参数,操作人员即能轻松完成产品外壳打磨调试,采用螺旋线插补功能可以节省40%以上的示教编程时间。前面讲了被动型柔顺控制,这里要说一下主动型柔顺控制。主动型柔顺控制的实现是在机器末端添加一个打磨力控系统,当末端执行器与工件发生接触时,打磨力控系统会检测到力的信息并将信息反馈给机器人,机器人会根据信息对末端执行器进行位置或速度的调整。3C电子产品外壳打磨领域也有许多项目,如:笔记本外壳打磨、电子产品配件打磨、风力叶片打磨、滤波器盖板打磨。北京官方力控打磨欢迎选购

常规的打磨方案采用人工打磨,生产效率低,工作周期长,而且精度不高,产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控打磨机器人系统由以下几部分组成:工业机器人、六维力-力矩传感器、打磨工具、工作台、路径规划与力控反馈软件系统及PC机。力控打磨机器人主要是打磨力控制技术,通过控制加工轨迹和打磨工具与工件的接触力,以满足力和位置两方面的工艺要求,保证打磨质量。大儒科技的力控打磨系统通过力控制系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。用途实时监控、力控反馈、精密微调、稳定高效。
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。

打磨抛光是个很难实现自动化生产的工艺环节。大儒科技基于对研磨工艺和打磨抛光应用场景的深刻理解,研发设计了DFC智能柔性打磨抛光力控系统,帮助企业实现自动化打磨,并取得更好的一致性和均匀性效果,提升良率,降本增效;智能柔性打磨解决方案以人为引导主体,以力控系统为工具,以基于打磨工艺的控制算法和运动规划及控制算法为中心,使得机器人的操作更简单,让机器人打磨的应用更直观。智能柔性打磨力控系统支持多种标准工业机器人,兼容ABB、KUKA、FANUC、安川、UR、爱普生、埃斯顿等多个国际、国内品牌机器人通讯协议,安装即用。DFC打磨力控系统是通用型的柔性力控制工具,可实现所有材质表面的打磨、抛光、去焊缝、去毛刺、去除合模线、清洁等的自动化需求;普遍适用于3C、汽车、家具、家电、厨卫、航空航天、运动用品、新材料新能源等领域。北京精密力控打磨详情
唐山精密力控打磨共同合作
5-3)或电磨设置在固定夹座(5-2)的安装孔内且其凸块设置在该凹槽,紧固件连接在固定夹座(5-2)的连接孔处,将气磨(5-3)或电磨安固定在固定夹座(5-2)上。4.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的底板(2-5)上安装有2~3个仿形定位座(2-3),且仿形定位座(2-3)采用铝材制成。5.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的托盘(3-6)在四周对称设有两个螺丝孔和两个销孔(3-5),且托盘(3-6)上的两个销孔(3-5)一个为圆孔、另一个为长槽孔,两个定位销(2-4)穿过底板(2-5)上的销孔并插装在托盘(3-6)各自的销孔(3-5)内,滚花螺钉(2-2)穿过底板(2-5)上的安装孔旋接在托盘(3-6)的两螺纹孔内。唐山精密力控打磨共同合作