- 品牌
- 深圳美迪科生物
- 型号
- 灭活,非灭活
本产品的样本保存液含有高浓度的胍盐,通过与采集到的样本充分混合后,可使样本中的病毒裂解灭活,同时本产品可有效保证样本中病毒核酸在保存和运输过程中的稳定性。有效解决样本运输、病毒灭活及核酸保存等诸多问题,为核酸检测提供源头上的保障。二、安全可靠可快速灭活病毒,杜绝二次传播保存液含高浓度胍盐,使样本中的病毒裂解灭活,保障人员安全;◆无菌拭子单独包装,保证采样过程零污染。三、简单易用常温运输,病毒RNA在37℃条件下保存1周不降解,稳定性强◆无需冷链运输,2-30°C常温储存和运输即可,无特殊环境要求;◆采样后立刻将拭子折断于保存液中,即可稳定保存病毒核酸。深圳美迪科生物医疗病毒采样管 单检混检1混1、5混1、10混1、20混1等多规格可选择 灭活型+非灭活型。西藏非灭活病毒采样管谁家的好
一次性病毒采样管主要由采样拭子和无菌采样管构成,还有可能附有压舌板、生物安全袋等部分,帮助进行病毒采样。甚至其中有一些还是高致病性感性物质,因此对于包装容器会有很高的要求。病毒采样管的要求一共是三点,包括运输、保存和样本的有效性上。1、在运输上,需要确保样本在运输过程中不泄露;2、在保存上,需要确保样本在保存过程中不泄露;3、样本的有效性,需要确保采样管本身对样本不会有毒害作用,以免对采样管中采集到的物质造成影响,从而影响检查结果。陕西20混1病毒采样管出口企业病毒采样管通用名称一次性使用病毒采样管,一般用于疾病控制部门和临床部门对传染病原微生物的检测和采样。

病毒采样管作为采样容器,应从密封、易用等角度进行选择。1、有效密封。管帽与管体应做到契合,尽可能选择螺旋口而非插拔式,避免出现漏液的情况,造成污染以及传染风险。2、温度承受范围广。由于冠状病毒检测前要求有56°C灭活以及冰浴的操作过程,因此要求密闭性好,耐高低温,不会变形破损,能够适应多种灭活方式。3、易于操作。管帽与管体的密合程度应当适中,不宜过紧,以便采样、检测人员能够正常单手开闭管帽,提升操作效率。
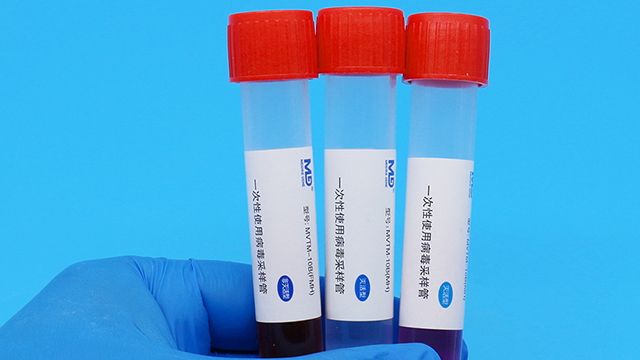
灭活型保存液颜色通常有红色和白色两种,也有少数厂家采用紫色。灭活型保存液带有颜色,通常是为了更方便观察保存液是否泄漏,以及更方便采样后,实验室吸取保存液时容易观察液面。灭活型病毒保存液主要是核酸提取裂解液改良的病毒裂解型保存液,液体含有高浓度的裂解盐,能够迅速高效地使待测样本里的病毒蛋白裂解失活,可,同时又含有Rnase酶抑制剂,能保护病毒核酸不被降解,后续的NT-PCR实验只要能检测出病毒的核酸既可以做出诊断。而且能够在常温下保存相对较长的时间。2、非灭活型:非灭活型的保存液通常为红色,当保存液变质时,其PH会发生改变,易于识别保存液是否变质。非灭活型病毒保存液主要是以运送培养基为基础改良的病毒维持液型保存液,可以保护病毒的蛋白质外壳以及病毒核酸DNA或者RNA,这样病毒在体外具有蛋白抗原表位和核酸的完整性,采样后长时间保存需要保持严格低温。一次性使用病毒采样管用于储存生物样本的一次性实验室耗材,采样管的管帽和管体均为进口聚丙烯(PP)材质。

核酸病毒采样管到底有哪些需要注意的注意事项(1)产品过期、包装破损或者是漏液不得使用,请尽快联系厂商或者是经销商(2)病毒采样管不可以直接接触到被采样者的采样部位,禁止用来泡浸拭子后对被采样者进行采样(3)病毒采样管用于病毒类样本的采样,禁止用于细菌样本的采样(4)采集病毒样本应严格按照采样要求和流程进行,做到采样部位准确,采样力度均衡适合,否则会影响到病毒分离阳性率。(5)使用病毒采样管采样应尽快送检,采集后可置常温(5~35摄氏度)保存短期放置。如需长期放置应置于-80摄氏度以下的低温条件。(注意:H1N1流感病毒颗粒对于-20摄氏度比较敏感,需要低于-20摄氏度进行保存,如采样后不立即送检或者是低温保存,会影响病毒后期的分离阳性率。深圳美迪科生物医疗一次性使用病毒采样管密封性好 管盖开合平顺性好表面平整透明,透光性好。西藏非灭活病毒采样管谁家的好
深圳市美迪科生物医疗科技有限公司灭活型与非灭活型,满足不同实验要求,安全性高。西藏非灭活病毒采样管谁家的好
1、保障安全灭活病毒保障运输及检测人员安全2、稳定性好特殊稳定成分确保病毒的完整性3、使用便捷操作简单可常温运输与保存注意事项1、本品是一次性使用产品。2、保存样本使用前充分震荡混匀。3、本品不具备单独的体外诊断作用,不可作为诊断试剂。4、本品不具有核酸分离与纯化功能。现在市场上的核酸一次性使用病毒采样管很多质量也是参差不齐,常见的质量问题有:样本保存液泄漏、管盖损坏、样本保存液变色、标签脱落等。病毒采样管是样品储存的容器,其性能直接关系到产品功能。技术要求应在材料适用性、密封性和操作方便性方面设定。西藏非灭活病毒采样管谁家的好
深圳市美迪科生物医疗科技有限公司公司拥有30余人的专业研发团队和制造领域工程师团队,掌握模具设计与制造、精密金属加工、精密注塑等多项底层技术。开发了多种自动化生产设备,拥有多条自动包装产线、灌装生产车间,实现自动化、信息化,有效帮助客户提升生产效率,为客户提供较好的解决方案。美迪科生物凭借突出的质量优势,产品远销美洲、欧洲、东南亚、中东等80多个国家及地区。目前公司已获得二类医疗器械注册证书,及欧盟CE、美国FDA、澳洲TGA,沙特SFDA、加拿大MDEL、ISO13485等认证资质,并与华大基因、奥泰、韩国SD、亚辉龙、硕世、圣湘生物等多家企业,建立了长期稳定、互助共赢的战略合作关系。
- 贵州灭活病毒采样管病毒采样管什么价格 2025-12-30
- 重庆病毒采样管保存管病毒采样管生产厂家 2025-12-30
- 广州非灭活病毒采样管病毒采样管哪家好 2025-12-30
- 陕西vtm病毒采样管病毒采样管费用是多少 2025-12-29
- 辽宁5混1病毒采样管谁家的好 2025-12-29
- 深圳5混1病毒采样管源头厂家 2025-12-29
- 青海病毒采样管工厂 2025-12-29
- 甘肃10混1病毒采样管价格 2025-12-29
- 黑龙江病毒采样管保存管病毒采样管价格实惠 2025-12-29
- 吉林病毒转运培养基病毒采样管厂商 2025-12-29
- 山西核酸检测病毒采样管谁家的好 2025-12-29
- 浙江10混1病毒采样管供应商 2025-12-29