工厂仓储空间高效利用场景:在工厂仓储管理中,空间利用率低是常见痛点,尤其对于中小型零部件、电子元件等物料,传统存储方式易出现堆放杂乱、空间浪费问题。智能物联网料盒通过标准化设计与精确物料管控,助力仓储空间高效利用。料盒可根据仓储货架尺寸灵活堆叠或排列,同时依托自动称重功能,实时记录每个料盒内物料重量,工作人员通过终端即可精确掌握每格货架、每个料盒的物料存量,避免因 “预估库存” 导致的货架空间闲置或过度堆放。例如,当某类物料库存低于预设值时,系统可提示将料盒集中存放,释放闲置货架空间;对于高频使用物料,可根据实时称重数据,将其对应的料盒放置在便于取用的货架区域,减少物料搬运路径。这种结合精确称重与空间规划的管理方式,能有效提升仓储空间利用率,让有限的仓储面积容纳更多物料,降低工厂因仓储空间不足产生的扩建成本。电动助力降低智能医废管控收集车的操作门槛,4G 物联网技术助力管理人员及时调度车辆。河南自动盘点智能物联网料盒生产厂家

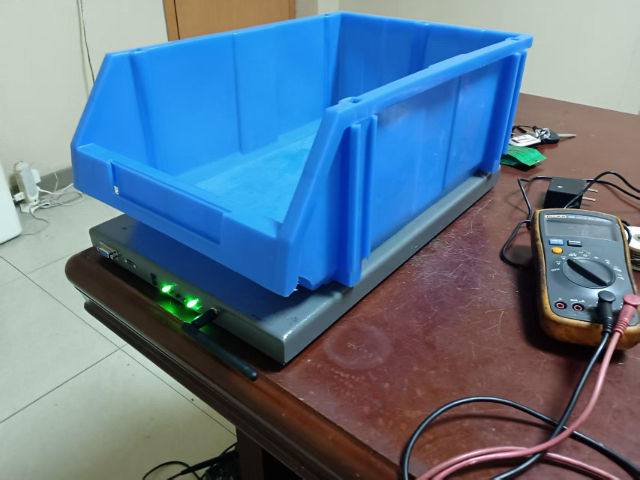
在工厂线边仓的日常运营中,物料存储设备的供电稳定性直接影响生产节奏,智能物联网料盒在供电设计上充分考虑了工厂复杂的使用环境,为线边仓物料管理提供可靠保障。该料盒支持外接电源充电器,当工厂线边仓处于固定作业区域且有稳定电源供应时,可通过外接电源实现长时间不间断运行,避免因供电问题导致物料管理中断;同时,料盒内置锂电池,在工厂临时调整作业区域、电源接口不便迁移,或遇到突发断电情况时,内置锂电池能立即切换供电模式,确保料盒持续正常工作,不影响物料的实时监控与管理,为工厂线边仓物料存储的连续性提供双重保障,让生产环节中的物料供应始终保持稳定。天津带 RFID 识别智能物联网料盒供应商4G 物联网技术让智能医废管控收集车的医废分类数据精确上传,助力医院优化分类管理。
智能物联网料盒的长期价值:不止于当下,更赋能未来。智能物联网料盒在不同行业的应用,短期可解决物料盘点效率低、成本高的痛点,而其长期价值更体现在对企业数字化转型的支撑、成本的持续优化、管理模式的革新,以及业务生态的拓展上,成为推动企业长期发展的“隐形引擎”。支撑企业数字化转型:构建物料管理数据底座在制造业、医药、电商等行业加速数字化转型的背景下,数据已成为中心生产要素,而智能物联网料盒恰好能为企业搭建起 “物料管理数据底座”,为长期数字化升级提供基础支撑。料盒通过实时采集物料的库存数量、出入库动态、存储环境(如温度、湿度)等数据,形成结构化的物料数据库。这些数据并非孤立存在,而是能与企业现有数字化系统(如 MES 生产管理系统、ERP 企业资源计划系统、WMS 仓储管理系统)深度融合,打破 “信息孤岛”。
成本类指标:覆盖直接与隐性成本。人工成本:通用评估指标为 “盘点人工投入减少比例”,如医药冷链仓库从 3 人 / 天降至 0.5 人 / 天,减少 83.3%;电子元器件仓库从 2 人专职盘点转为 1 人兼管,人工成本降低 75%。隐性成本:需结合行业特性,如汽车 4S 店关注 “备件积压资金减少额”(从 500 万元降至 250 万元,释放 250 万元资金),医药行业关注 “过期耗材浪费金额下降”(从 10 万元 / 年降至 1 万元 / 年,减少 90%),隐性成本的优化往往比直接成本更具长期价值。4G 物联网技术使智能医废管控收集车的医废信息实时同步,提升管理效率;

数据安全与长期使用价值场景:智能物联网料盒在注重功能优势的同时,也充分保障数据安全与长期使用价值。在数据安全方面,料盒上传至物联网平台的数据均经过加密处理,有效防止数据泄露、篡改等风险,确保物料信息的安全性与可靠性,让企业无需担忧中心物料数据的安全问题。从长期使用角度来看,料盒采用耐用性强的材质制作,能够适应车间、仓储等不同环境的使用需求,减少日常损耗,延长使用寿命。同时,料盒的物联网系统支持后期功能升级与扩展,可根据企业业务发展需求,新增数据统计分析、多维度报表生成等功能,持续为企业提供更质优的物料管理服务。此外,系统还能对物料使用数据进行长期存储与分析,帮助企业总结物料消耗规律,为后续的生产计划制定、采购策略优化提供数据支持,实现长期的管理价值提升。智能医废管控收集车通过一体式自动称重,让每笔医废重量都能即时同步至管理后台。北京易管理智能物联网料盒供应商
智能医废管控收集车的一体式自动称重,省去人工搬运称重的麻烦,减轻医护负担。河南自动盘点智能物联网料盒生产厂家
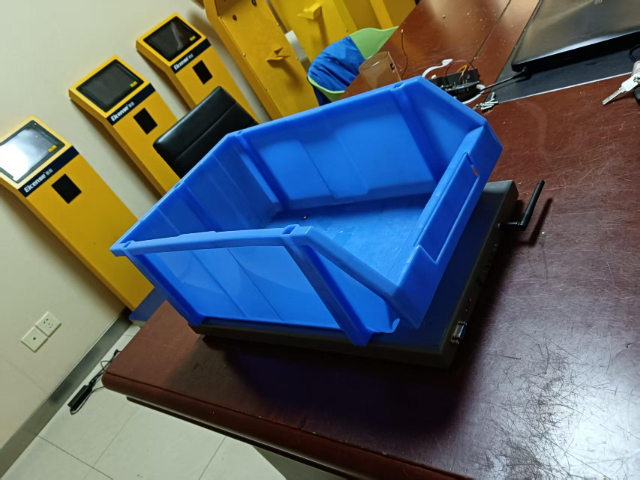
工厂仓储多区域协同管理场景:大型工厂往往设有多个仓储区域(如原料仓、半成品仓、成品仓),各区域间物料流转频繁,传统管理模式下易因信息不通导致协同效率低。智能物联网料盒依托灵活的网络配置与数据共享能力,实现工厂仓储多区域协同管理。各区域的料盒可通过客户自由配置的路由器接入统一服务器,无论物料在哪个仓储区域,其重量变化、库存状态都会实时同步至管理系统,各区域工作人员通过终端即可查看全工厂物料分布情况。例如,生产车间从原料仓领料后,原料仓料盒重量减少,数据实时上传,半成品仓可提前准备对应存储位置;半成品加工完成后,半成品仓料盒重量增加,成品仓可及时安排入库调度。同时,服务器可统一下发各区域料盒的上报时间间隔,确保各区域数据上报节奏一致,避免信息同步延迟。这种多区域协同管理模式打破了仓储信息壁垒,减少了各区域间的沟通成本,避免因 “信息差” 导致的物料流转延误,提升工厂整体仓储运营效率。河南自动盘点智能物联网料盒生产厂家
常州市爱博派智能科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的医药健康中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来常州市爱博派智能科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!