表面三维微观形貌测量的意义在生产中,表面三维微观形貌对工程零件的许多技术性能的评家具有蕞直接的影响,而且表面三维评定参数由于能更权面,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较权面的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,大达提高物件在生产加工时的精确度。美国轮廓仪优惠价格
轮廓仪产品概述:NanoX-2000/3000系列3D光学干涉轮廓仪建立在移相干涉测量(PSI)、白光垂直扫描干涉测量(VSI)和单色光垂直扫描干涉测量(CSI)等技术的基础上,以其纳米级测量准确度和重复性(稳定性)定量地反映出被测件的表面粗糙度、表面轮廓、台阶高度、关键部位的尺寸及其形貌特征等。广泛应用于集成电路制造、MEMS、航空航天、精密加工、表面工程技术、材料、太阳能电池技术等领域。想要了解更多的信息,请联系我们岱美仪器。光电轮廓仪当地价格表面形貌(粗糙度,平面度,平行度,台阶高度,锥角等)。
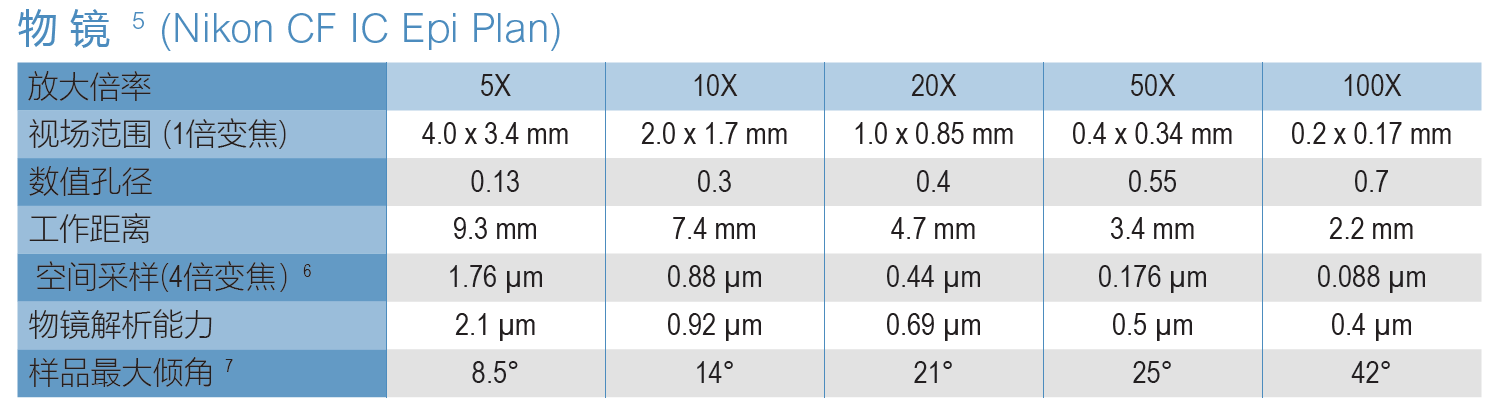
轮廓仪的物镜知多少?白光干涉轮廓仪是基于白光干涉原理,以三维非接触时方法测量分析样片表面形貌的关键参数和尺寸,典型结果包括:表面形貌(粗糙度,平面度,平行度,台阶高度,锥角等)几何特征(关键孔径尺寸,曲率半径,特征区域的面积和集体,特征图形的位置和数量等)白光干涉系统基于无限远显微镜系统,通过干涉物镜产生干涉条纹,使基本的光学显微镜系统变为白光干涉仪。因此物镜是轮廓仪蕞河心的部件,物镜的选择根据功能和检测的精度提出需求,为了满足各种精度的需求,需要提供各种物镜,例如标配的10×,还有2.5×,5×,20×,50×,100×,可选。不同的镜头价格有很大的差别,因此需要量力根据需求选配对应的镜头哦。
轮廓仪的性能测量模式移相干涉(PSI),白光垂直扫描干涉(VSI),单色光垂直扫描干涉(CSI)样品台150mm/200mm/300mm样品台(可选配)XY平移:±25mm/150mm/200mm/300mm,倾斜:±5°可选手动/电动样品台CCD相机像素标配:1280×960视场范围560×750um(10×物镜)具体视场范围取决于所配物镜及CCD相机光学系统同轴照明无限远干涉成像系统光源高效LEDZ方向聚焦80mm手动聚焦(可选电动聚焦)Z方向扫描范围精密PZT扫描(可选择高精密机械扫描,拓展达10mm)纵向分辨率<0.1nmRMS重复性*0.005nm,1σ台阶测量**准确度≤0.75%;重复性≤0.1%,1σ横向分辨率≥0.35um(100倍物镜)检测速度≤35um/sec,与所选的CCD视场范围:560×750um(10×物镜) 具体视场范围取决于所配物镜及 CCD 相机 。
随着时代的发展,轮廓仪也越来重要了,不少的产品检测都需要通过轮廓仪进行检测,金日就让我们来了解一下轮廓仪的工作原理与应用吧。轮廓仪工作原理轮廓仪是一种双坐标测量仪器。仪器传感器相对于测量的工件台以恒定速度滑动。传感器的触针检测测量仪表的几何变化,并分别在X和Z方向上对其进行采样,并将其转换为电信号。电信号被放大和处理,然后转换成数字信号并存储在计算机系统的存储器中。计算机以数字方式过滤原始表格的轮廓,分离表面并计算粗糙度分量,测量结果为计算符号。某个曲线的实际值及其与参考点的坐标,或放大的实际轮廓曲线。测量结果通过显示器输出,也可以由打印机输出。轮廓仪应用轮廓仪广范用于机械加工、汽车、摩托车、精密五金、精密工具、刀 具、模具、光学元件等行业适用于研究机构、大学、计量机构和企业计量室。在汽车,摩托车和制冷行业,它可以测量活塞,活塞销,齿轮的总线参数和汽车,摩托车和压缩机的阀门柱塞,可以测量各种倾斜部件的参数。在轴承工业中,内护套环的密封槽的形状(角度,倒角R,槽深,槽宽等);各种滚子轴承的滚子和套圈母线的冠部,角度和对数曲线;电机轴,圆柱销,活塞销,滚针轴承,圆柱滚子轴承。白光干涉系统基于无限远显微镜系统,通过干涉物镜产生干涉条纹,使基本的光学显微镜系统变为白光干涉仪。霍梅尔轮廓仪技术服务
轮廓仪可用于:散热材料表面粗糙度分析(粗糙度控制),生物、医药新技术,微流控器件。美国轮廓仪优惠价格
轮廓仪、粗糙度仪、三坐标的区别关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。美国轮廓仪优惠价格


