- 品牌
- 无锡欧驰
- 型号
- SIC
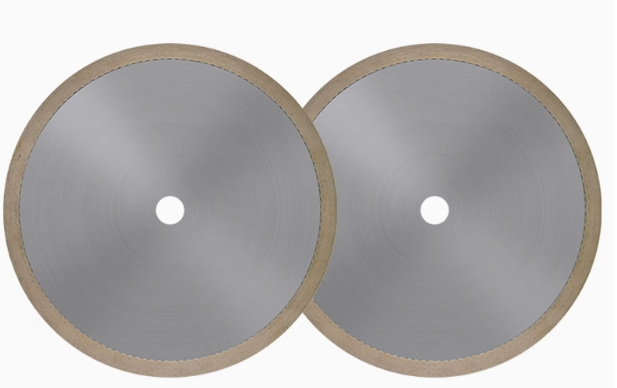
制样耗材金刚石切割片,烧结金刚石切割片是先把金刚石和粘结剂经过混合压制烧结之后镶在锯片上的,是多层金刚石。切削的时候外面一层金刚石磨下去了,里面的就漏出来了,直到烧结部分没有了就报废了。钎焊金刚石锯片是靠钎焊时钎料的化学冶金作用,把金刚石和基体粘在一起,是单层金刚石。钎料和金刚石会发生反应,但是有不损坏金刚石的特性,与基体也一样。这样金刚石和基体就熔为一体,对金刚石的把持力就增强。钎料反应后之后很薄,大部分金刚石都在外面,有70%左右会参与磨削,磨削效率很高,不会堵塞。制样耗材热镶嵌树脂,可溶解型透明特性:可溶解型,透明,样品,可从镶嵌样品中无损取出。浙江冷镶嵌王制样耗材哪个牌子好
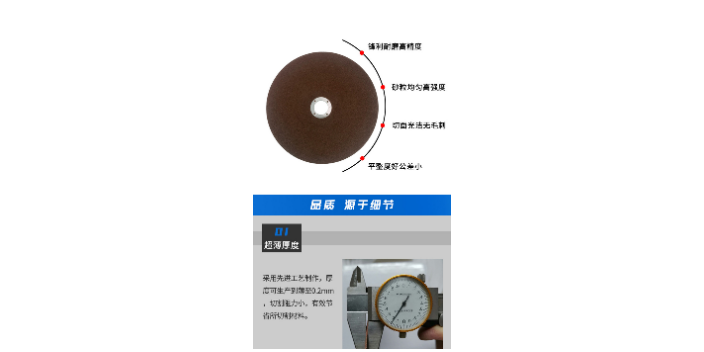
制样耗材,金相切割选型,普通切割机切割片的选择 普通切割机通常是指固定式切台、功率<3KW、转速为2900转/分钟。普通切割机通常切割直径小于50mm的工件。由于切割功率较小为了减少径向摩擦阻力,这时我们通常选择厚度为3.2mm的切割片。这样的切割片较薄并且具有一定的弹性,切割时感觉更加锋利些。我公司产品为了减少侧向摩擦阻力将面接触变为点接触,并且在配方系统中加入润滑剂,这样可以降低切割时产生的摩擦热,提高切割片的耐用度和锋利度。浙江冷镶嵌王制样耗材哪个牌子好制样耗材金相切割片低软快刀,切割尺寸、材料均可根据客户要求特殊定制。
制样耗材热镶嵌树脂常碰到问题:试样芯部树脂未完全固化,无压力状态芯部反弹膨胀。延长保温时间,相应提高镶嵌压力。正常热压镶嵌后研磨抛光,在显微镜下观察到树脂沿着样品尖角开裂,时间越长裂纹越明显。热压镶嵌后研磨抛光,在显微镜下观察到树脂沿着样品尖角开裂,时间越长裂纹越明显。样品尖角太锋利,形成应力集中点;样品过大,边角离试样边缘太近,树脂包裹性较差。将样品锋利边角倒圆;缩小样品尺寸或选用大尺寸模具。热压镶嵌后,圆柱形试样沿圆周方向断开,多次镶嵌都是如此。
制样耗材,金相切割片均采用强度树脂和推荐的特制磨料,它们容许的线速度大,均超过50米/秒,不易脆裂;切削锋利,切削热极小,样品热影响层浅,从而大限度地减少干扰、为金相制样的下一步提供了前提。可以使用在机械、汽车、船舶、冶金、化工等行业,也可使用在现代住宅、厂房的铁器装修和设备修理。专业磨一般金属、不锈钢、碎火钢、工具钢建筑金属、铸造灰铁,坚硬铸铁金属。此砂轮工作不易烧伤发热,切割速度快,效率高,耐用。制样耗材脱模剂,以喷雾罐式包装,带喷嘴,可均匀喷至模具表面,适合热镶嵌机和冷镶嵌模的脱模。

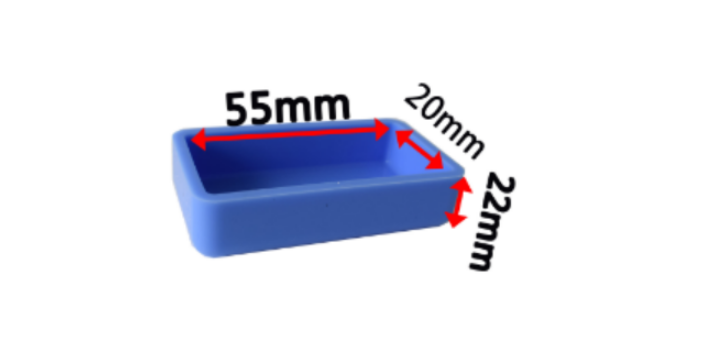
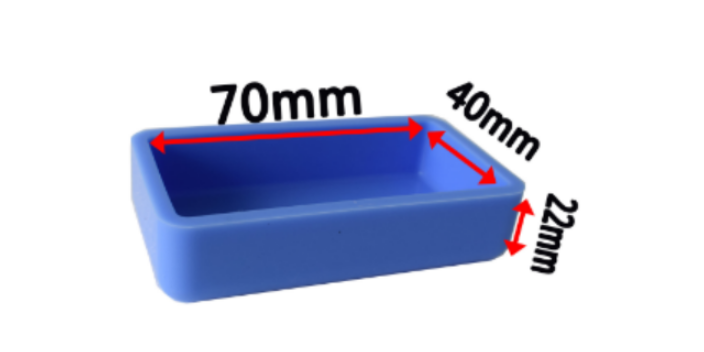
制样耗材,金相分析一般是针对截面进行显微观测,切割之后的样品多半是不规则的形状,不便夹持磨样,所以绝大多数的切割样品需要镶嵌成为标准尺寸的形状。镶嵌其实就是在固定的膜腔内把切割样品用液态树脂填埋包覆,液态树脂固化后脱模,就形成标准外形的镶嵌样品。热镶嵌则是以室温呈现固态的树脂颗粒,填埋入模具内,加热至液态,在加压后紧密包覆样品,固化后脱模。热镶嵌则多用于耐热耐压的固体材料。大多数金属材料采用热镶嵌的方式来制样,以热镶嵌树脂作为填埋粉料。热镶嵌树脂多数为酚醛树脂的颗粒料,按照增强材料的不同其功能也不同。制样耗材金相切割片低软快刀,黑色,适用于非铁基有色金属材料HV<375。安徽金相切割冷却润滑液制样耗材厂家
制样耗材热镶嵌树脂,固定或者包埋对温度不敏感的样品材料。浙江冷镶嵌王制样耗材哪个牌子好
制样耗材,冷镶嵌树脂常碰到问题,环氧王树脂冷镶嵌时,在确认配比无误的情况下,固化特别快,同时放热温度高,有时甚至出现较大的边缘收缩,更严重时出现树脂内连串的气泡。氧树脂冷镶嵌,在确认配比无误的情况下,固化特别快,同时放热温度高,有时甚至出现较大的边缘时出现树的气泡。环境温度过高(置于烘箱的情况下);树脂一次使用量过大,致使反应放热多,温度急剧升高,树脂反应更剧烈;树脂长时间处于较高负压真空环境下。浙江冷镶嵌王制样耗材哪个牌子好
无锡欧驰检测技术有限公司依托可靠的品质,旗下品牌无锡欧驰以高质量的服务获得广大受众的青睐。无锡欧驰经营业绩遍布国内诸多地区地区,业务布局涵盖切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统等板块。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成仪器仪表综合一体化能力。值得一提的是,无锡欧驰致力于为用户带去更为定向、专业的仪器仪表一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘无锡欧驰的应用潜能。
制样耗材,树脂切割片的规范使用说明,树脂切割片具有很多的优点,能够提高工作的效率,还能够为您节约生产的成本,作为削磨工具的切割片在使用时一定要注意操作规范,否则会很容易出现意外的.那么怎样做才能算是它规范的使用方法呢?使用切割片时切割片只允许单片安装使用,严禁将两片或两片以上同时使用;使用速度不能超过切割片商标所规定的工作线速度,当使用气动打磨机时,需要预防气压不稳定导致切割片超过高速度;存放时间为一年,超过时间应重新进行回转检验,确认合格后方能使用,使用切割片时要徐徐进力,用力过猛容易发生停转.卡住和撞碎切割片现象,若发生卡住应立即将切割片提起,以免发生切割片烧坏或卡碎制样耗材,如显微镜玻片...
- 安徽金刚石切割片制样耗材 2024-09-26
- 湖南白色树脂热镶嵌粉制样耗材经济实用 2024-09-26
- 广东冷埋树脂制样耗材品牌好 2024-09-26
- 湖州镶嵌用三角夹制样耗材公司 2024-09-26
- 湖州快速环氧王制样耗材多少钱一台 2024-09-26
- 湖北热镶嵌树脂制样耗材生产厂家 2024-09-26
- 北京镶嵌用透明样品夹制样耗材哪个牌子好 2024-09-26
- 天津金相镶嵌用硬模制样耗材经济实用 2024-09-25
- 广州软硅胶模制样耗材价格多少 2024-09-25
- 苏州快速环氧王制样耗材公司 2024-09-25


- 苏州酚醛树脂粉制样耗材哪个牌子好 2024-09-25
- 苏州低粘度环氧王制样耗材生产厂家 2024-09-25
- 深圳镶嵌粉制样耗材生产厂家 2024-09-24
- 湖南镶嵌用透明样品夹制样耗材性价比高 2024-09-24
- 湖北镶嵌用三角夹制样耗材厂家批发 2024-09-24
- 湖南热镶嵌粉制样耗材按钮操作 2024-09-24




- 辽宁金相实验室金相抛光剂品牌有哪些 11-27
- 浙江无网金相切割片品牌有哪些 11-27
- 丝绒抛光布金相抛光布品牌商家 11-27
- 上海包埋树脂热镶嵌树脂生产企业 11-27
- 江苏金属研磨抛光金相抛光剂品牌好 11-27
- 贵州丝绸抛光布金相抛光布什么材质 11-27
- 南京阳极覆膜电解抛光腐蚀仪品牌有哪些 11-27
- 上海电解酸洗低倍组织热酸蚀装置价格多少 11-27
- 四川金相冷镶嵌料冷镶嵌树脂厂家直销 11-27
- 浙江全合成水溶性金相切割液厂家直销 11-27