- 品牌
- 无锡欧驰
- 型号
- SIC
制样耗材金相切割液,使用冷却液有两方面作用:一是起冷却作用。由于切割过程中圆锯片与石料之间的摩擦和冲击作用,在切割面上产生大量的热量,而石材的散热性又差,使大部分热量被锯片吸收,尤其是金刚石刀头,更是首当其冲,这样极易造成金刚石石墨化,刀头也易被灼伤和易脱落。同时钢基体也易产生热变形及从水口根部开裂。用大量的冷却液持续地从锯片前后和两侧均匀地向切口处喷洒,会起到很好的冷却和保护锯片的作用;使用冷却液的另一个作用就是冲屑。制样耗材金相切割片低软快刀,颗粒均匀,防止切割过程中崩皮或者出现切割粉碎,堵住循环水口道。无锡金相镶嵌用硬模制样耗材制造厂商

制样耗材金相切割片与普通切割片的区别:切割片厚度:金相切割片比通用湿式砂轮片要薄,例如300mm直径氧化铝通用片厚度是3.2-3.8mm厚,金相片是1.5-2mm厚,更薄是为了更好的控制切割进刀时切割应力导致的材料组织塑性变形,同时也可以更好的控制切割位置的精度。切割片弹性:金相片的弹性优于通用片,弹性更好可以更好的缓冲进刀负载带来的样品组织塑性形变,更灵活的适应金相切割是不停变化的切割转速以适应切割扭矩输出的变化。高效片与精密片:金相片还根据切割精度的不同,又细分了高效片和精密切割片,精密切割片的树脂含量更高弹性更好,切割片厚度更薄。苏州快速环氧王制样耗材生产厂家制样耗材金相切割冷却液,增加切割片使用寿命。

制样耗材,金相切割冷却液,从金相切割机的角度看,是通用的,水基切割冷却液适用于任何金相切割机。油基切割冷却液限于低速锯及水敏感材料的切割选用。水基切割冷却液使用时,需要兑水,切割冷却液:水=1:25~2:25之间较为合适。一般情况金相切割机都有内置或外置循环水箱,切割冷却液更换频次视循环水箱中液体清洁程度而定,目测即可。当然,也有因使用率低,虽然水箱中液体看起来不是很脏,但由于放置时间太久,会造成液体产生异味等,那就必须要及时更换了。
制样耗材,冷镶嵌树脂,覆盖了固化快、硬度高、收缩小、无气泡、全透明的各种应用需求。所有系列均采用二元套装,使用方便快捷,经济实惠。通过专门的成分调制和搭配,冷镶嵌树脂系统具有以下明显特点:流动性好,树脂粘度低,渗透润湿性好。浇注时能快速渗透进入样品孔隙、裂缝或凹陷处,减少“气穴”,稳固把持样品,包覆料与样品界面结合好。收缩率低,树脂系统固化温和,收缩率可控,有效减免固化收缩造成的样品与树脂间隙,提高制样成功率。因为收缩间隙能储存不同磨抛阶段的磨粒和磨屑,二次释放后造成抛光布污染和样品划伤。制样耗材样品夹,透明塑料制,通过两个紧密接触的圆夹住薄样品,适用于镶嵌时,将薄样垂直立起观察剖面。

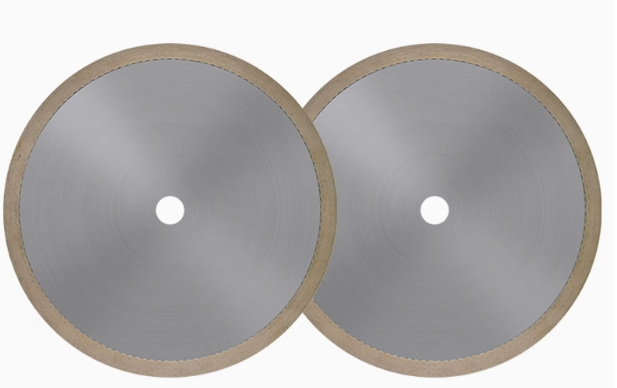
制样耗材热镶嵌树脂常碰到问题:试样芯部树脂未完全固化,无压力状态芯部反弹膨胀。延长保温时间,相应提高镶嵌压力。正常热压镶嵌后研磨抛光,在显微镜下观察到树脂沿着样品尖角开裂,时间越长裂纹越明显。热压镶嵌后研磨抛光,在显微镜下观察到树脂沿着样品尖角开裂,时间越长裂纹越明显。样品尖角太锋利,形成应力集中点;样品过大,边角离试样边缘太近,树脂包裹性较差。将样品锋利边角倒圆;缩小样品尺寸或选用大尺寸模具。热压镶嵌后,圆柱形试样沿圆周方向断开,多次镶嵌都是如此。制样耗材树脂金刚石切割片,切割锋利,结合剂富有弹性,可提高切割表面质量。安徽导电型热镶嵌粉制样耗材生产厂家
制样耗材热镶嵌树脂,多种材料特性选择。无锡金相镶嵌用硬模制样耗材制造厂商
制样耗材,金相分析一般是针对截面进行显微观测,切割之后的样品多半是不规则的形状,不便夹持磨样,所以绝大多数的切割样品需要镶嵌成为标准尺寸的形状。镶嵌其实就是在固定的膜腔内把切割样品用液态树脂填埋包覆,液态树脂固化后脱模,就形成标准外形的镶嵌样品。热镶嵌则是以室温呈现固态的树脂颗粒,填埋入模具内,加热至液态,在加压后紧密包覆样品,固化后脱模。热镶嵌则多用于耐热耐压的固体材料。大多数金属材料采用热镶嵌的方式来制样,以热镶嵌树脂作为填埋粉料。热镶嵌树脂多数为酚醛树脂的颗粒料,按照增强材料的不同其功能也不同。无锡金相镶嵌用硬模制样耗材制造厂商
无锡欧驰检测技术有限公司致力于仪器仪表,是一家生产型公司。无锡欧驰致力于为客户提供良好的切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统,一切以用户需求为中心,深受广大客户的欢迎。公司从事仪器仪表多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。无锡欧驰秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。

制样耗材,树脂切割片的规范使用说明,树脂切割片具有很多的优点,能够提高工作的效率,还能够为您节约生产的成本,作为削磨工具的切割片在使用时一定要注意操作规范,否则会很容易出现意外的.那么怎样做才能算是它规范的使用方法呢?使用切割片时切割片只允许单片安装使用,严禁将两片或两片以上同时使用;使用速度不能超过切割片商标所规定的工作线速度,当使用气动打磨机时,需要预防气压不稳定导致切割片超过高速度;存放时间为一年,超过时间应重新进行回转检验,确认合格后方能使用,使用切割片时要徐徐进力,用力过猛容易发生停转.卡住和撞碎切割片现象,若发生卡住应立即将切割片提起,以免发生切割片烧坏或卡碎制样耗材,如显微镜玻片...
- 安徽金刚石切割片制样耗材 2024-09-26
- 湖南白色树脂热镶嵌粉制样耗材经济实用 2024-09-26
- 广东冷埋树脂制样耗材品牌好 2024-09-26
- 湖州镶嵌用三角夹制样耗材公司 2024-09-26
- 湖州快速环氧王制样耗材多少钱一台 2024-09-26
- 湖北热镶嵌树脂制样耗材生产厂家 2024-09-26
- 北京镶嵌用透明样品夹制样耗材哪个牌子好 2024-09-26
- 天津金相镶嵌用硬模制样耗材经济实用 2024-09-25
- 广州软硅胶模制样耗材价格多少 2024-09-25
- 苏州快速环氧王制样耗材公司 2024-09-25

- 苏州酚醛树脂粉制样耗材哪个牌子好 2024-09-25
- 苏州低粘度环氧王制样耗材生产厂家 2024-09-25
- 深圳镶嵌粉制样耗材生产厂家 2024-09-24
- 湖南镶嵌用透明样品夹制样耗材性价比高 2024-09-24
- 湖北镶嵌用三角夹制样耗材厂家批发 2024-09-24
- 湖南热镶嵌粉制样耗材按钮操作 2024-09-24





- 河南金相用万向倾斜夹具经济实惠 11-28
- 广东金相镶嵌样品夹生产厂家 11-28
- 云南水晶胶模金相镶嵌模性价比高 11-28
- 辽宁金相实验室金相抛光剂品牌有哪些 11-27
- 浙江无网金相切割片品牌有哪些 11-27
- 丝绒抛光布金相抛光布品牌商家 11-27
- 上海包埋树脂热镶嵌树脂生产企业 11-27
- 江苏金属研磨抛光金相抛光剂品牌好 11-27
- 贵州丝绸抛光布金相抛光布什么材质 11-27
- 南京阳极覆膜电解抛光腐蚀仪品牌有哪些 11-27