- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
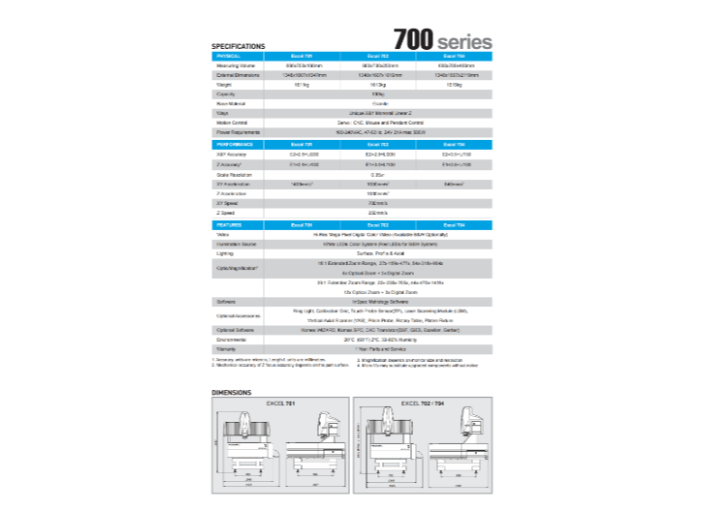
- 测量行程
- 315*315*160
关于使用影像测量仪R角的检测方法。首先,将工件的两相交直线包角a的实际值用工具显微镜或其它仪器测量出来。根据包角a和工件要求的圆角半径尸绘制一张放大图。并把放大图的圆弧顶角分角线与投影仪影屏的坐标轴重合,然后将被测工件放在投影仪的载物台上,调试影象。影象与放大图相比较,通过测微器测出两者的间隙,R就是被测工件实际圆角半径。然而,在包角一定时,由于R值大小的变化,其圆心的位置也变,且投影仪的重复性和再现性极差。因此,不能用投影仪或工具显微直接测量。从生产工艺角度分析,是为了杜绝车削后裂纹的产生,主要在应力集中的地方做成圆弧过渡,以此来分散应力,使零件不至于出现裂纹,让内应力在车削后的状态中再次能够平衡,在结构突变处做成圆弧过渡,也是将应力沿圆弧的法向疏散应力,不至于产生废品。测量仪是现代工业生产中比不可少的检测仪器。云浮测量仪咨询
三坐标测量机又称三坐标测量仪、三次元测量仪等。简称三坐标或三次元,它是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量仪或三坐标量床。需要特别注意的是,三坐标测量机价格非常昂贵,大家小心谨慎选购。工具显微镜。工具显微镜,是一种工具制造时所用高精度的二次元坐标测量仪。它是利用光学原理将工件成像经物镜投射至目镜,即借着光线将工件放大成虚像,再利用装物台与目镜网线(eyepiecereticle)等辅助,以作为尺寸、角度和形状等测量工作,可作为检验非金属光泽的工件表面。浙江测量仪用途测量仪测量误差也会减少很多,重复性也会很大方面改善。
影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在0.7档~4.5档28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。理论角度为30度,采点偏差0.25mm,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会很大方面减小。
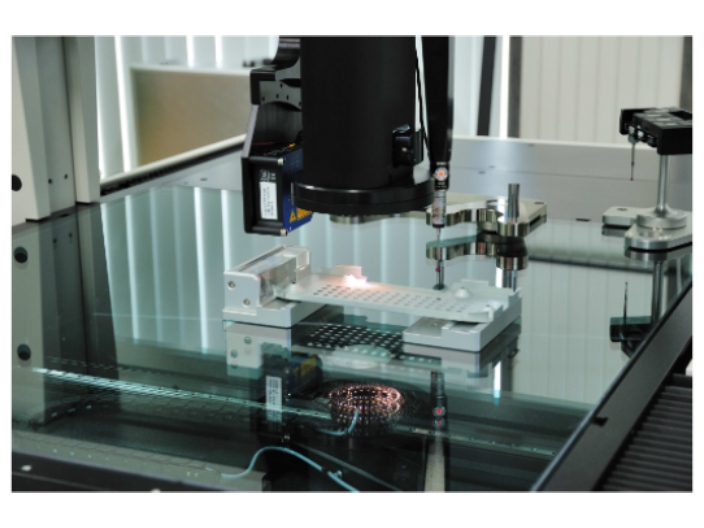
二次元影像测量仪的市场是否被三次元给分割?通常,在测量体积不太,而且只需二维平面测量的,我们建议使用二次元影像测量仪.二次元固名思义,它能解决是二维测量问题.对三维的轮廓扫描是没有办法做得到的.因此通过二次元扫描成影的图像也只能生成CAD图纸.另外,二次元还有一明显特点:它是属于非接触型测量.这跟三次元是本质上的区别.所以二次元在测量平面的工件适合了.例如:PCB板,手机平板,薄膜等.三次元主要是用在三维测量领域.主要针对的是立体的工件.并且扫描后的数据可以直接生成三维图纸.它可以对立体工件任何角度,任何部位进行测量.从而迷补了二次元的立体测量的空缺.它主要是用在五金模具,机械零件,自由曲面等领域。测量仪工作台和导轨要用棉绸蘸上无水乙醇清洗。

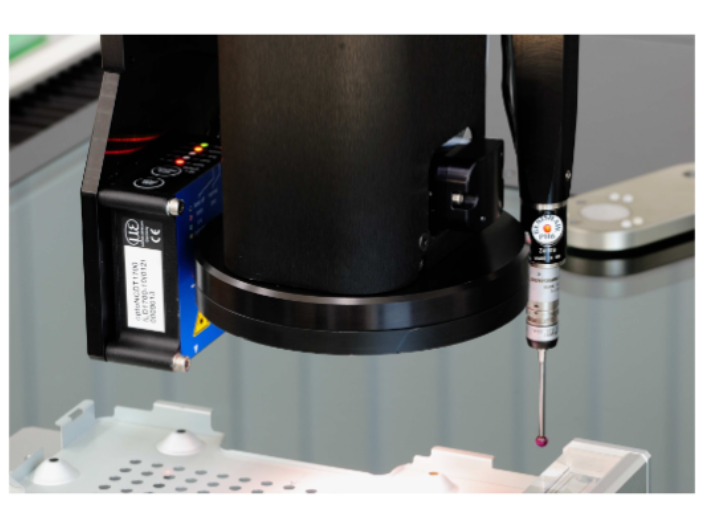
浅析三坐标测量仪测针的分类。三坐标测针可以分为以下几类:1、陶瓷空心球形测针:是检测X、Y和Z向深位特性和孔的理想选择,只需要标定一个球。2、球形测针:是简单的一种测针,适用于大多数检测应用场合,材料主要使用硬度高,耐磨性强的工业用红宝石;是应用普遍的测针类型;3、柱形测针:用于检测薄板材料的孔,还可检测多种螺纹部件。4、星形测针:是由四个或五个红宝石测球系统牢固的安装在一个不锈钢星星测针座上,这类测针可用于测量各种不同的形体结构,是针对复杂形体和孔的多测尖检测;5、盘形测针:在球的中心附近截断做成的盘模样的测头;应用于检测星型测针无法触及的孔内退刀槽和凹槽;6、专门使用测针:用于螺纹牙型、薄截面材料、对刀和其他专门使用的测量场合。7、尖测针:专门使用于螺纹牙型、特定点及刻划线的检测。测量仪表面要保持清洁。浙江测量仪用途
测量仪对于规则性、直线性好的零件,角度测量上不会产生太大误差。云浮测量仪咨询
三坐标测量仪固定工件有哪些方法。粘结。工件亦可以用装有合适胶棒的胶枪把零件直接固定在台面上;此方法的优点是零件不会因夹持力而变形,用户应保证所有的被测特征均是可以触及,但必须记住直接与台面接触的特征是不可触及的,测量结束后应当用适当的溶剂把胶去掉,这种方法主要的缺点是用目测的方法来调整工件方向。仪器腊是除胶以外的另外一种固定物,它用手来加热及软化,和胶一样把零件的边缘和工作台固定起来。由于仪器腊在应用一个小时内会变形,导致零件位置变化,所以只有在过了变形期才能测量。云浮测量仪咨询
- 南京进口三次元测量仪培训 2024-10-28
- 昆山测量仪使用注意事项 2024-10-27
- 山东进口测量仪 2024-10-27
- 江苏MICROVU测量仪技术支持 2024-10-26
- 梅洲MICROVU测量仪 2024-10-26
- 福州进口二次元测量仪销售 2024-10-26
- 进口二次元测量仪培训 2024-10-26
- 福建进口测量仪 2024-10-26
- 茂名进口三次元测量仪 2024-10-26
- 南京进口二次元测量仪价格 2024-10-26
- 韶关测量仪使用注意事项 2024-10-23
- 河北进口测量仪销售 2024-10-23