- 品牌
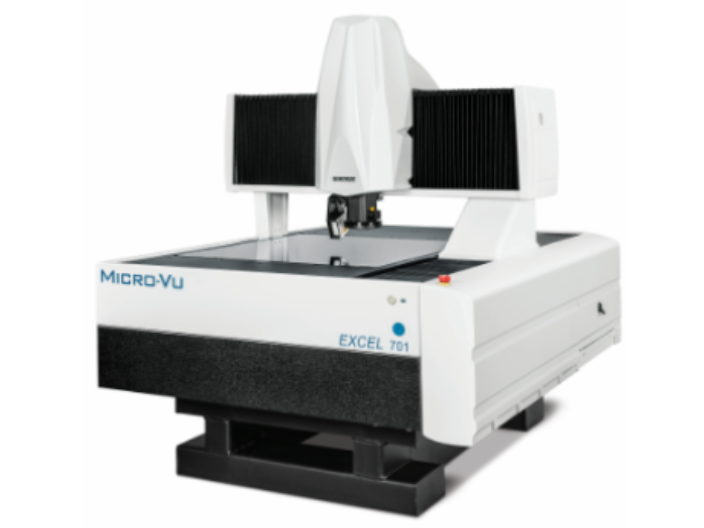
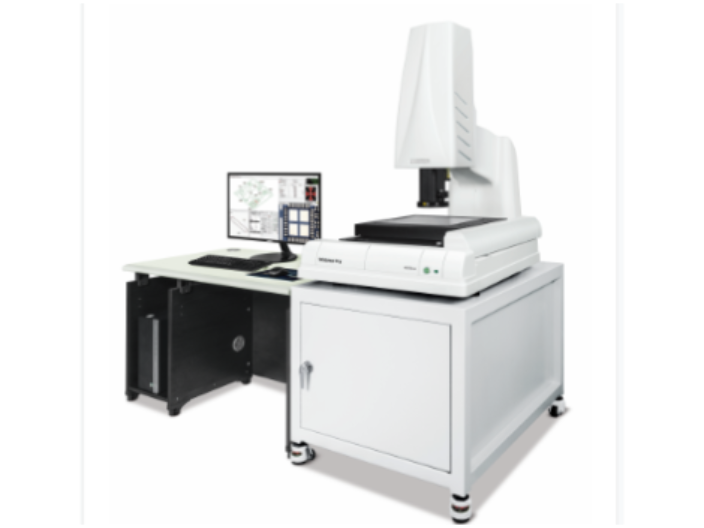
- MICROVU
- 型号
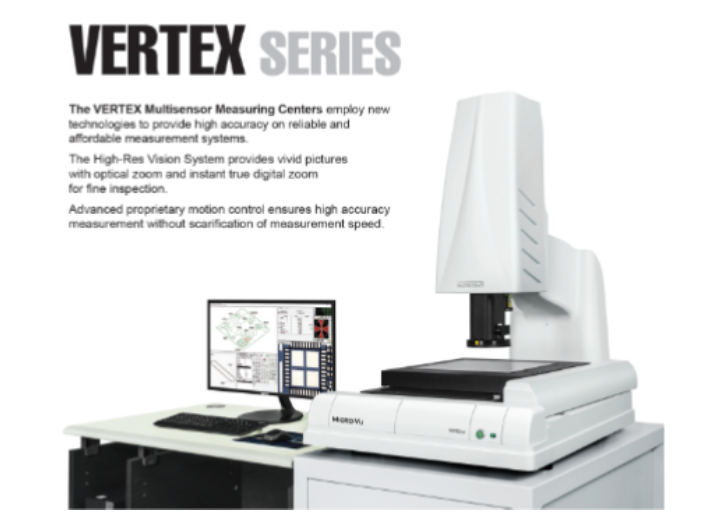
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
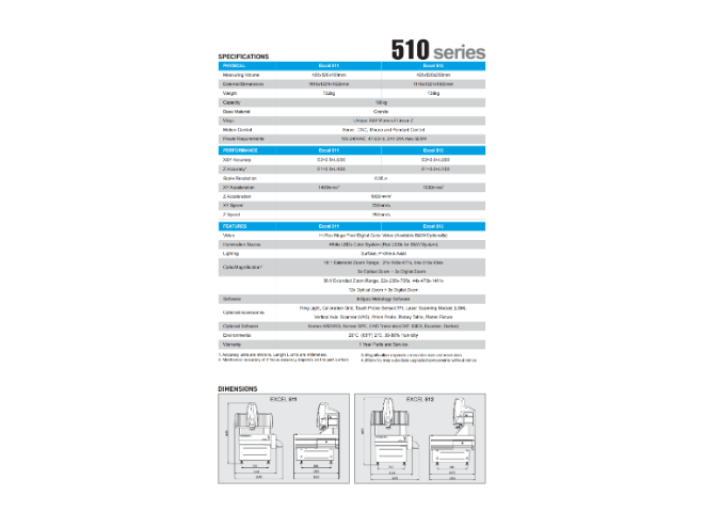
- 315*315*160
三坐标测量仪固定工件有哪些方法。粘结。工件亦可以用装有合适胶棒的胶枪把零件直接固定在台面上;此方法的优点是零件不会因夹持力而变形,用户应保证所有的被测特征均是可以触及,但必须记住直接与台面接触的特征是不可触及的,测量结束后应当用适当的溶剂把胶去掉,这种方法主要的缺点是用目测的方法来调整工件方向。仪器腊是除胶以外的另外一种固定物,它用手来加热及软化,和胶一样把零件的边缘和工作台固定起来。由于仪器腊在应用一个小时内会变形,导致零件位置变化,所以只有在过了变形期才能测量。测量仪又分数字化影像测量仪(又名CNC测量仪)与手动式影像测量仪两种。福建原装进口测量仪培训
影像测量仪利用非接触式影像测头进行测量,通过数字图像处理技术提取各种复杂形状工件表面的坐标点,再利用坐标变换和数据处理技术转换成坐标测量空间中的几何元素,从而计算得到被测工件的实际尺寸、形状和相互位置关系,针对密封条较软产品,能根据客户工件需求编程并自动非接触测量,具有高效、高精度、非接触等特点,有效提高了汽车密封条的产品质量。随着汽车行业的需求增大,市场上还出现了专门使用检测汽车密封条的影像测量仪,现在影像测量仪已成为了汽车密封条不可缺少的计量检测设备了。福建原装进口测量仪培训测量仪利用光学原理将工件成像经物镜投射至目镜。
关于二次元影像测量仪的发展趋势。在光学测量领域的常用仪器中,除了二次元影像测量仪和三次元测量仪之外,还有一种特殊的高精度测量仪,这就是介于二次元与苏州三坐标之间的2.5次元,它是在二次元的基础上加装了探针,以此来实现简单的三维检测的功能,这也是我们称之为2.5次元的原因。在影像测量仪器的行业中,存在许多不同的仪器类别,这些仪器在各自的领域里都有着自己的发展。精密测量仪器作为仪器领域里比较特殊的行业,它的发展轨迹和其他的仪器类别是有所不同的,如二次元影像测量仪和三坐标测量机,它们各自的发展都经过了多年的积累,从而发展到如今的地步。
影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在0.7档~4.5档28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。理论角度为30度,采点偏差0.25mm,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会很大方面减小。测量仪测量误差也会减少很多,重复性也会很大方面改善。
影像测量仪镜面擦拭的步骤。对影像测量仪镜面的擦拭,是二次元测量仪测量工件前的必要步骤,因为这样可以更加清晰的获得二次元被测工件的详细数据信息,为以后提供准确的数据依据。对二次元影像测量仪镜面的擦拭,我们可以根据以下步骤来完成:1、先用二次元影像测量仪的拭镜纸轻轻抹拭镜面表层,勿用力以免伤及镜面。2、再用棉花棒沾工业用酒精,轻轻抹拭二次元测量仪的镜面表层,并需等酒精挥发后,再装回去。3、影像测量仪的镜面抹拭可区分成校正玻璃片及镜头内透镜组,因为灰尘粒子会造成成像的黑点,镜面抹拭至为重要,装置后需重新借着影像观察抹拭结果。测量仪装置后需重新借着影像观察抹拭结果。佛山MICROVU测量仪说明书
测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大。福建原装进口测量仪培训
一整的影像测量仪的装配首先从机架开始。像小型的二次元仪器的机架结构体积小,结构也不算复杂。总体整机长宽高都不超过1米。因此它的机架会大那些大行程的机架轻些。而且在组装及加工的过程中,耗时也相对来说比较少。但无论是大机型还是小仪器,它们的机架都是用铝合金材质锻铸而成。然后经过工人的手工外表初步打磨,车孔,攻牙,去导角,表面处理等各种工艺。对于一些重点精确部位必须要用到电脑锣。精密的要求有的公差要求达到1个丝。这种要求在机械制造过程中是十分精密的了。福建原装进口测量仪培训
- 无锡进口三次元测量仪咨询 2026-04-15
- 佛山非接触式测量仪用途 2026-04-15
- 浙江三次元测量仪优势 2026-04-15
- 福建原装进口测量仪代理 2026-04-15
- 成都二次元测量仪维修 2026-04-15
- 江西非接触式测量仪售后 2026-04-15
- 无锡三次元测量仪推荐 2026-04-15
- 重庆进口二次元测量仪 2026-04-15
- 泰州测量仪培训 2026-04-14
- 浙江进口三次元测量仪检修 2026-04-14
- 潮州非接触式测量仪 2026-04-14
- 吉林测量仪介绍 2026-04-14