- 品牌
- 无锡欧驰
- 型号
- SIC
制样耗材,金相切割片直径400mm高速树脂切割砂轮(以下简称切割片),以其高效、方便、经济等特有的性能在很多行业使用。但很多人忽略根据自己的使用场合来合理的选择切割片。就自己十多年树脂砂轮的经验和大家共同探讨切割片的选择及使用常见问题。切割片的使用场合切割片从使用方式讲统分为切割类和打磨类。切割机台有固定式和移动式,机台功率有大功率(>5.5KW)和小功率(<3KW)之分。切割速度有高速切割(>80m/s)和普通切割。另外切割材质多种多样,例如不锈钢、钛合金、普通钢材、粘性金属、高碳钢、非金属等。不同的使用场合对切割片的性能要求不同,所以合理的选择切割片至关重要。根据自身的使用场合选择好切割片可以增加安全系数、提高工作效率、降低使用成本。制样耗材热镶嵌树脂,透明特性:清洁透明,透明镶样,多孔试样。浙江镶嵌粉制样耗材性价比高

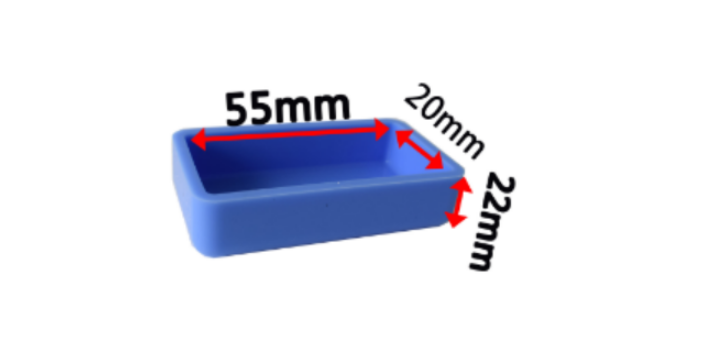
金相热镶嵌树脂选型常见问题:1.树脂选型有误镶嵌样在磨抛过程中,希望样品部分和镶嵌料部分能够同步磨削,以获得平整的观测表面,而事实上,磨削率取决于材料硬度,由于硬度差异而导致的磨削不一致,往往会在样品的边缘部分产生圆角,无法在同一焦平面下聚焦,观测失真。而通常情况下,样品的边缘部分也是很重要的观测区域,影响观测效果。2.设备功能不足热镶嵌的树脂软化后渗透性不好,需要外加压力来实现致密化,特别是对于保边型的高硬度树脂,20MPa以下的压力无法压紧,手摇式的千元机毫无可能,气动加压也不足够,必须采用具备液压站的液压式镶嵌机。以下是一些压力不足导致的镶嵌缺陷。3.参数设定不当热镶过程中的关键参数包括温度、保温时间、压力、保压时间、冷却速度等,各种树脂所需的参数设置不尽相同。亚克力是比较典型的敏感样品,参数不好就会导致中心雾团,严重的时候甚至开裂。除了明显的视觉缺陷之外,很多镶嵌缺陷要到显微观察的时候才能被发现,诸如树脂与样品界面的结合不好,有细微缝隙,磨抛时存储了不同的悬浮液,导致反复**无法彻底消除划痕,或者观测时再次溢出,在样品表面形成污渍,干扰观测。广州镶嵌粉制样耗材操作简单制样耗材冷镶嵌用模,POM, 硬, 带底盖可反复使用。

制样耗材热镶嵌树脂,镶样前准备工作:清洗样品(清洗样品有助于提高样品与镶嵌料的粘附性,使用酒精清洗,有条件的可以使用超声波清洗样品,清洗完成后记得将样品擦干);根据镶嵌筒尺寸调整样品的大小(大约距离筒壁3-5mm);调整样品高度(镶嵌样品高度大约为20mm);制样耗材,热镶嵌树脂镶嵌的过程:热镶嵌-不锈钢卡子进行热镶嵌时,可以使用金属固定夹子来支撑细小的样品;热镶嵌-镶嵌筒將干燥整洁的试样放置于热镶嵌机的镶嵌筒上,然后加入适量的树脂,镶嵌试样时,请维持180℃左右的温度和大约250bar的压力。
制样耗材,冷镶嵌常碰到问题:使用丙烯酸透明热镶嵌树脂镶嵌,出模后发现试样中间出现云朵/棉絮状(切开观察为气孔)。明热镶嵌树脂镶嵌,出模后发现试样中间出现云朵/棉絮状(切开观察为气孔)。压力不足,芯部固化不完全。适当提高压力和加热温度,延长保温时间。环氧树脂冷镶嵌,发现长时间都不固化,或者固化后树脂非常软。氧树脂冷镶嵌,发现长时间都不固化,或者固化后树脂非常软。配比正确的情况下,环境温度过低,未达到树脂与固化剂快速反应的温度临界。浇注完成后保证试样在25℃室温以上,或将样品置于30℃恒温箱中固化。制样耗材低粘度环氧王,高度透明,环氧树脂类,低渗透性好,无气味,固化温度时间25℃3~4小时。
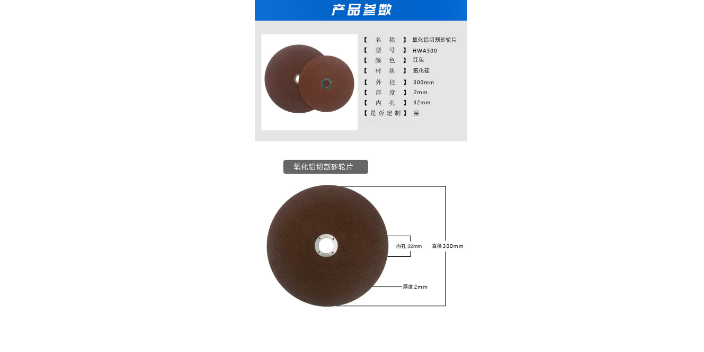
制样耗材,切割片在使用过程中常见的问题,.切割时震动严重在使用砂轮片时常发现有震手现象,甚至切台抖动而不能切割。原因有如下几点:砂轮片静平衡超标、砂轮片发生“软片”(组织断裂)、砂轮片平面度差、切台轴磨损等原因。切割后工件毛刺严重在有些切割场合特别是切割不锈钢薄壁管时,要求切割后工件尽量无毛刺以减少后道工序的工作量,就此要求我谈谈自己的看法。首先,在了解毛刺产生的原因之前我们要先简单了解一下切削原理:在切割过程中由于磨粒和工件剧烈磨擦而使切削区温度很高,这会造成工件产生应力和变形,甚至造成工件表面烧伤,而切削过程中所消耗的能量几乎全部转变为切削热。试验研究表明,切削热约有60~85%进入工件,10~30%进入砂轮片,0.5~30%进入切屑,另有少部分以传导、对流和辐射形式散出,切削区的平均温度约为600~1000℃,至于瞬时接触点的最高温度可达工件材料熔点温度。制样耗材金相切割冷却液,具有良好的冷却、润滑、清洗、防锈的功能。广州镶嵌粉制样耗材操作简单
制样耗材热镶嵌树脂,保边型特性:很低的收缩率,很低的磨削率,对于硬质材料提供优越的边角保护。浙江镶嵌粉制样耗材性价比高
制样耗材,金相检测项目1、焊接金相检验;2、铸铁金相检验;3、热处理质量检验;4、各种金属制品及原材料显微组织检验及评定;5、铸铁、铸钢、有色金属、原材低倍缺陷检验;6、金属硬度(HV、HRC、HB、HL)测定、晶粒度评级;7、非金属夹杂物含量测定;8、脱碳层/渗碳硬化层深度测定等。金相分析是金属材料试验研究的重要手段之一,采用定量金相学原理,由二维金相试样磨面或薄膜的金相显微组织的测量和计算来确定合金组织的三维空间形貌,从而建立合金成分、组织和性能间的定量关系。将图像处理系统应用于金相分析,具有精度高、速度快等优点,可以提高工作效率。浙江镶嵌粉制样耗材性价比高
无锡欧驰检测技术有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。在无锡欧驰近多年发展历史,公司旗下现有品牌无锡欧驰等。我公司拥有强大的技术实力,多年来一直专注于检测仪器及辅助产品、仪表设备、计算机软件的开发、生产及销售;技术研发、技术服务、技术咨询、技术转让。(依法须经批准的项目,经相关部门批准后方可开展经营活动) 无锡欧驰检测技术有限公司专业从事材料分析测试仪器与耗材的研发、设计、生产、销售和系统集成、技术支持、服务于一体的企业。的发展和创新,打造高指标产品和服务。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为重点,为客户提供良好的切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统,从而使公司不断发展壮大。

制样耗材,研磨抛光类耗材金相砂纸:用于去除试样表面的加工痕迹、氧化层和变形层等,从粗到细的不同粒度的金相砂纸可逐步对试样表面进行研磨,提高表面平整度。研磨盘:一般用于粗磨,能够快速去除试样表面的杂质和不平整部分,为后续的细磨和抛光打下基础。抛光布:与抛光液配合使用,用于对经过研磨的试样表面进行抛光,进一步减少表面的微观缺陷和划痕,使试样表面达到镜面效果。抛光液和抛光粉:具有磨削作用,能使试样表面达到很高的光洁度,满足金相观察和分析的要求,如金刚石抛光液磨削力强,适用于硬质材料;氧化铝抛光粉常用于金属材料的粗抛和半精抛;氧化铈抛光粉适合对表面光洁度要求极高的材料的精抛。制样耗材,适配性强,保障样...
- 浙江冷镶嵌树脂制样耗材按钮操作 2026-02-12
- 广东金相切割片制样耗材价格多少 2026-02-11
- 广州金相镶嵌料制样耗材公司 2026-02-11
- 天津透明冷镶嵌料制样耗材价格多少 2026-02-11
- 深圳冷埋树脂制样耗材厂家 2026-02-11
- 江苏金相镶嵌料制样耗材品牌有哪些 2026-02-11
- 嘉兴镶嵌料制样耗材按钮操作 2026-02-11
- 湖州镶嵌用脱模剂制样耗材按钮操作 2026-02-10
- 湖南金相镶嵌粉制样耗材性价比高 2026-02-10
- 导电型热镶嵌粉制样耗材厂家 2026-02-10


- 深圳透明树脂热镶嵌粉制样耗材性价比高 2026-02-09
- 广东透明冷镶嵌料制样耗材经济实用 2026-02-09
- 广东切削液制样耗材经济实用 2026-02-09
- 深圳切片夹制样耗材源头厂家 2026-02-09
- 江西镶嵌用不锈钢样品夹制样耗材按钮操作 2026-02-09
- 苏州镶嵌用样品夹制样耗材 2026-02-09




- 浙江数显显微硬度计实力商家推荐 05-08
- 苏州电动表面洛氏硬度计品牌排名 05-08
- 河南电子金相显微镜经济实惠 05-08
- 安徽巴氏硬度计生产厂家 05-07
- 南京数显自动转塔维氏硬度计厂家批发 05-07
- 浙江简易数显表面洛氏硬度计厂家批发 05-07
- 浙江电动布洛维硬度计品牌有哪些 05-07
- 苏州小负荷布氏硬度计 05-07
- 上海数显小负荷布氏硬度计生产厂家 05-07
- 宁波直读数显布氏硬度计品牌排名 05-07