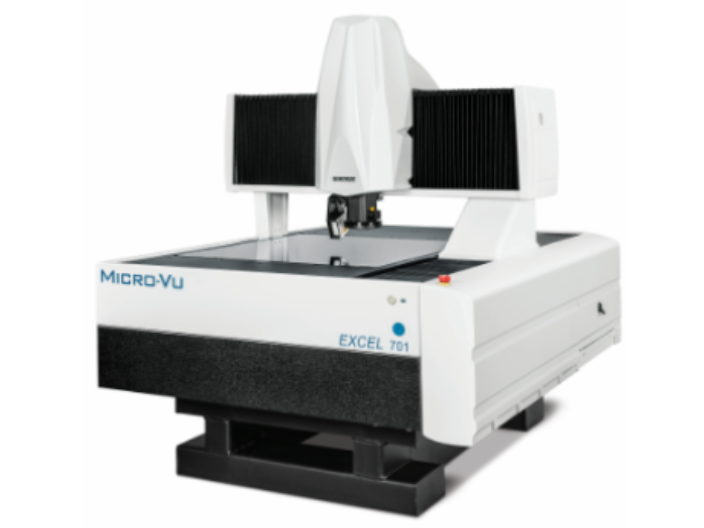
- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
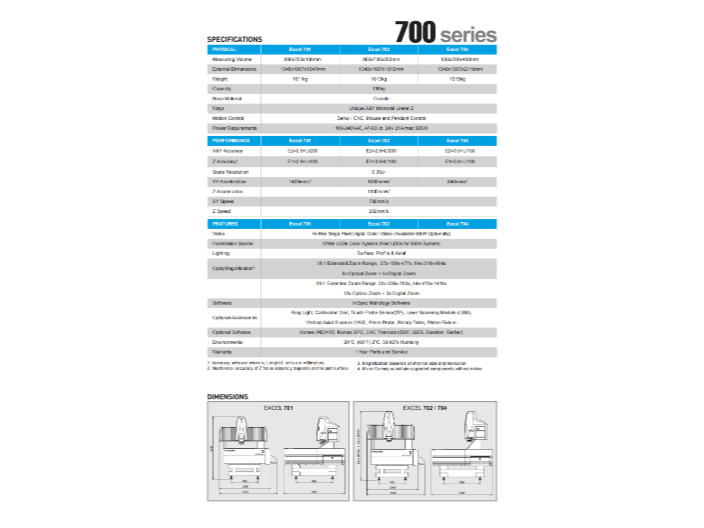
- 测量行程
- 315*315*160
关于使用影像测量仪R角的检测方法。首先,将工件的两相交直线包角a的实际值用工具显微镜或其它仪器测量出来。根据包角a和工件要求的圆角半径尸绘制一张放大图。并把放大图的圆弧顶角分角线与投影仪影屏的坐标轴重合,然后将被测工件放在投影仪的载物台上,调试影象。影象与放大图相比较,通过测微器测出两者的间隙,R就是被测工件实际圆角半径。然而,在包角一定时,由于R值大小的变化,其圆心的位置也变,且投影仪的重复性和再现性极差。因此,不能用投影仪或工具显微直接测量。从生产工艺角度分析,是为了杜绝车削后裂纹的产生,主要在应力集中的地方做成圆弧过渡,以此来分散应力,使零件不至于出现裂纹,让内应力在车削后的状态中再次能够平衡,在结构突变处做成圆弧过渡,也是将应力沿圆弧的法向疏散应力,不至于产生废品。测量仪避免光学零件表面污损、金属零件生锈、尘埃杂物落入运动导轨。上海原装进口测量仪作业流程
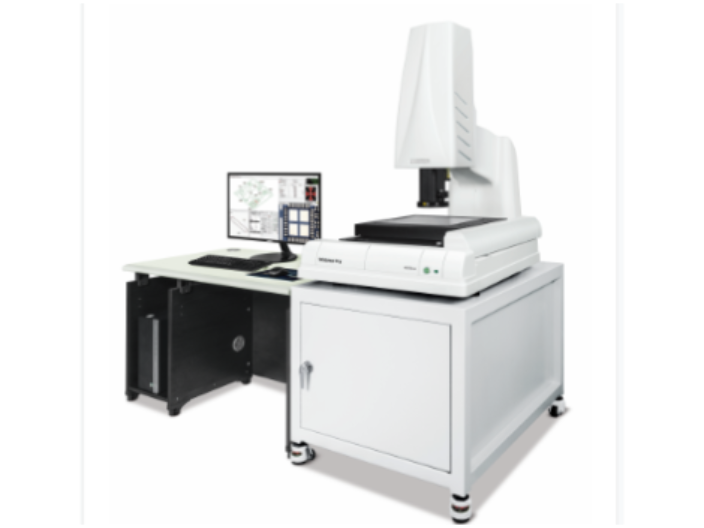
我国二次元影像测量仪测量技术起源相对西方美欧国家较晚。由于一些高精密工件测量的需要,不得不选用进口西方仪器。但随着国家经济快速发展,科技的进步,吸收了国外很多先进的测量检测科技。这几年,国产测量仪器与进口测量仪器之间差距已经明显变小。在设备质量方面,进口精密仪器还占部分优势,这导致许多用户仍然选择购买进口的二次元影像测量仪。在二次元影像测量仪方这种高精密科技产品,确实国外一些有名的企业在智能化、数字化、集成化等方面都有相当大的成就。然而,随着国内不断引进国外技术,而且针对本国的工业领域的应用范围,做了很大步骤的调整,使之更加适应本土工业产品的测量需求,所以,国产二次元影像测量仪设备的产品质量也在不断提高。广东进口测量仪推荐测量仪又分数字化影像测量仪(又名CNC测量仪)与手动式影像测量仪两种。
精密影像测量仪如何解决散光问题。在实际操作时,启动开关电源后,如果在大屏幕上出现成影不集中,分辨率低的时候,我们就称之为影像测量仪的散光故障.这时候无论如何更新物镜,或者调换测量角度,大屏上呈现出来的是还是同样的画面.刚开始出现这种情况,很多人不太了解,还以为是镜头上有脏物导致的.结果用手去拭擦.效果适得其反,画面变得更加不清晰.通过阅读本文后,首先确认一下是否是散光问题导致的。如果确定是散光故障后.关掉电源,折开影像测量仪的机身.很有可能是LED不聚光引起的.更换LED后重启电源查看问题还是否存在.一般情况都差不多是这个原因.其次,拆开机座,查看玻璃的镜面是否均匀.均匀分部则不会散光,参差不齐就会导致散光。
影像测量仪在精密压铸行业中普遍运用!在光学测量仪器当时,影像测量仪是普遍推崇使用.在一般的精密仪器测量中,影像测量仪也是说是必备的仪器.尽管有些时候还是采用传统的游标卡尺,或者螺旋测微器什么的.在各种行业中,.使用普遍的要算模具五金行业了.其主要原因是模具的精确度要求高.特别是一些精密的五金铸造工件.它们的公差要求大约在2到5个丝左右.对于这样高要求,高精度的工件生产模具,势必要有一个精确的模具尺寸为前提.所以,在这类高精确的五金模具制作过程中,影像测量仪是不要缺少的必要工具。测量仪清理时要注意减少室内灰尘。

神奇的光学影像测量仪!精密检测仪器是适应工业时代发展的高科测量设备.它之所以为精密,主要在于它的测量准确度超乎平常的测量工具.我们常用的游标卡尺,螺旋测微器已经是可以精确到0.001MM了.也可以算是十分精确的测量工具了.但是二次元影像测量仪,三元次测量仪的问世,似乎可以意味着人类在测量技术上有了空前的突破.首先,它们的精确性可以达到0.1个μ以下.并且从原理上跟传统的测量方式背道而驰.它采用光学放大的原理在实物图像放大几倍后的基础上测量工件的距离.这种方法比起在实物原原本本的测量方法显得方便多了.更重要的是精确多了。测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大。上海原装进口测量仪作业流程
测量仪要经常进行清洁。上海原装进口测量仪作业流程
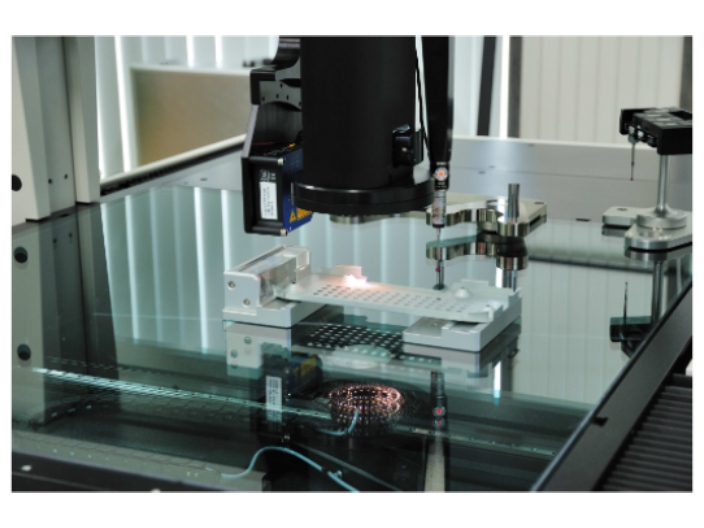
三坐标测量仪的应用与零部件。三坐标测量机是通过测头系统与工件的相对移动,探测工件表面点三维三坐标的测量系统。通过将被测物体置于三坐标测量仪的测量空间,利用接触或非接触探测系统获得被测物体上各测点的三坐标位置,根据这些点的空间三坐标值,由软件进行数学运算,求出待测的几何尺寸和形状、位置。因此,三坐标测量仪具备高精度、高效率和性的特点,是完成各种零部件几何量测量与品质控制的理想解决方案。零部件具有品质要求高、批量大、形状各异的特点。在选择适合的三坐标测量仪测量系统时,需要根据零部件测量精度要求、测量系统所需要使用的环境、测量效率等方面进行考虑。上海原装进口测量仪作业流程
- MICROVU测量仪公司 2026-02-24
- 上海非接触式测量仪培训 2026-02-24
- 南京二次元测量仪说明书 2026-02-24
- 茂名MICROVU测量仪 2026-02-24
- 福建进口测量仪精度校准 2026-02-24
- 无锡MICROVU测量仪检修 2026-02-24
- 佛山进口三次元测量仪用途 2026-02-24
- 重庆测量仪价格 2026-02-14
- 成都测量仪供应商 2026-02-14
- 清远测量仪技术支持 2026-02-14
- 重庆MICROVU测量仪优势 2026-02-13
- 珠海二次元测量仪代理 2026-02-13