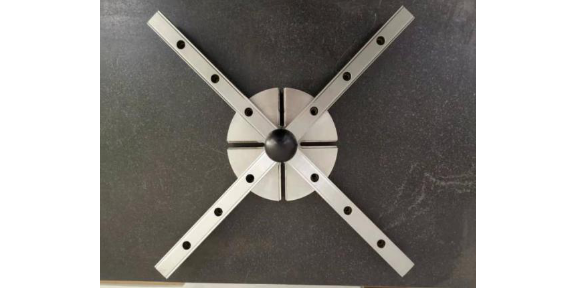
测量步骤①将标准环规装夹在工作台上,调整测长仪头、尾架位置,使大测钩的测头与标准环规有效接触,见图4-1;②寻找转折点将标准环规找正,获得个测量值X1=0.0000;③卸下标准环规,将被测环规装夹在工作台上,找正被测环规后,见图4-2。获得第二个测量值X2=21.1453。④被测环规的孔径实际尺寸Ds为:Ds1=Db+│X2-X1│=50.0009+21.1453=71.1462(mm)此时,测量软件会将测结果呈现在测量结果显示区用基准挡块与三等量块组合成标准尺寸新天JD25-C数据处理测长仪有一种附件叫“基准挡块”,见图6。它的主要用途是与量块组合,形成与被测光面环规孔径名义尺寸相同的值,以减小测量误差。我们的售后服务团队会根据客户的需求提供个性化的解决方案,以满足不同行业和应用的要求。扬州小型测长仪厂家
万能测长仪螺纹校对量规综合测量:螺纹校对量规用于综合测量螺纹作用中径,是国家标准GB3934-2003及计量检定规程JG888-1995规定对普通螺纹测量结果终的判定方法。万能测长仪该方法源于1905年英国人发明的泰勒原则。螺纹环规的通端用螺纹校对量规TTTZ及TS检验;止端用ZT,ZZ及ZS检验。万能测长仪的优点是具有较好的经济性,可以保证装配,对于生产工艺水平较高的制造商,在螺距、半角有保证的情况下,使用它可以较好地控制螺纹质量。它的缺点是螺纹的质量保证水平低,存在技术漏洞。比如无法知道螺纹单个参数的具体尺寸值,而且由于螺纹环规本身精度较高,螺纹校对量规的公差与螺纹环规的公差少不了多少,同样都合格的两个校对规可能出现相反的结果,存在许多争议。另外由于螺纹环规规格的多样性,对于检测机构来说,螺纹校对量规很难全部配齐。大型测长机品牌我们的测长机具有高度的灵活性,可以适应客户不同的测量需求。

光栅测长机示值误差的校准,与光学机械式分米精度的校准方法是相同的,只是判断的要求不同。量块是几何量计量领域里使用广和准确度较高的实物标准量具之一。量块是由两个相互平行的测量面之间的距离来确定其工作长度的高准确度量具。激光具有较高的单色性、方向性以及相干性强等特点,它是用激光光束作为测量基准,测量精度高。目前已被广用于大量程测量设备的示值校准。弥补了量块、高等别线纹尺等实物标准量具,测量范围的有限,也提高了校准工作的效率。
测量实际尺寸大于100mm的工件时,要记录的工件实际数据不是微分筒里的观测值,而是“校准仪器的外径标准器的实际值+微分筒里的观测值”;测量内径:用内径标准器对测量仪进行校准,首先将内径标准器固定在工作台上,并保证其处于恰当位置且固定可靠,将两个测钩靠在一起,并锁紧测量轴的紧固螺钉,避免与测钩发生碰撞,并可以使其顺利深入内径标准器的内孔,旋转工作台升降手轮,使内径标准器到达测高位置并锁紧,松开测量轴的紧固螺钉和测座锁紧螺母,使测头缓慢地接触到被测工件的内径表面,调整左边测座的位置使微分筒中的观测值趋近外径标准器的实际值,然后锁紧锁紧螺母,调节前后手轮使微分筒中找到拐点(最大值)位置,扭动水平扳手,使微分筒中找到拐点(最小值)多重复几次,直到微分筒中的观测值不会发生改变,这是松开微分筒目镜下的锁紧螺母,调整其左边的微调旋钮,使微分筒内的观测值等于内径标准器的实际值,这样测量仪就校对好了。测长仪维修服务就找上海野齿仪器科技有限公司!

测帽的调整:球形测帽、刃形测帽、平面测帽都可用下述方法进行调整:一对测帽分别装在尾管和测头上,并使两测帽互相接触,与此同时在投影窗里看到微米分划板的像,调节尾管十字方向驻螺中的一对测帽分别装在尾管和测头上,并使两测帽互相接触,与此同时在投影窗里看到微米分划板的一个,使像自左向右或自右向左移动,并在某一个位置改变其运动方向,于是将驻螺钉停留在这个通常所谓“转折点”的地方,用同样方法调节驻螺中另一螺钉,通过上述调整,测帽在水平和垂直方向彼此平行就可以了。仪器零位的调整:1、粗定位将头架组移至100mm金属分划尺的零刻线处,将尾架组移至900mm金属分划尺的零刻线处,应使《分米尺》的标记落在毫米投影窗居中位置。2、套线转动锁紧手轮,将头架组锁紧在测微杆上,再转动微动手轮,进行套线瞄准。3、微米对零松开十字胶木旋扭,粗动尾管,让其与测量头良好接触,再用旋扭将尾架固定,旋动微动螺丝,让微米分划板的零刻线瞄准指标线(虚线),调整测帽,使两个测帽在水平和垂直方向彼此平行,再旋动螺线让微米分划板的零刻线瞄准指标线(虚线)。万能测长仪生产厂家哪家好?南通UCK精密测长机厂家价格
万能测长仪厂家就找上海野齿仪器科技有限公司!扬州小型测长仪厂家
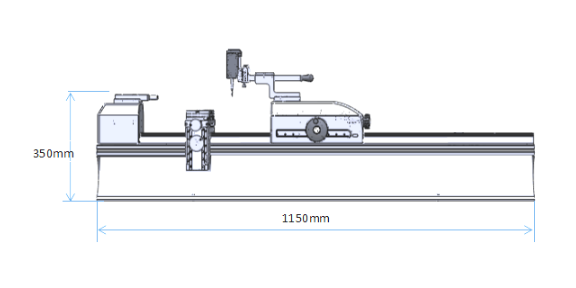
阿贝原则由德国的阿贝教授确立,是长度测量仪器设计的基本原则。测长机有三种类型:光学测长机、光栅测长机和激光测长机。在设计上,有的符合阿贝原则,有的不符合阿贝原则,它们在设计上是如何考虑的呢?阿贝原则可表述为:在进行长度测量时,要使测量给出准确的结果,必须将被测件布置在基准元件沿运动方向的延长线上。计量器具或测量方法违背“阿贝原则”而引起的测量误差,被称之为“阿贝误差”。被侧件放在测量座上的测量端B和尾座上的固定端A之间进行测量。C为基准元件。满足被测件布置在基准元件沿运动方向的延长线上。固定在底座支架上的读数头D用于读取长度。测量前先使测量座的测量端与尾座上的固定端重合,确定测量起点。测量时,移动测量座,由于底座导轨微小的起伏,测量座在移动的同时还产生了转动,其角偏摆为α,造成基准元件的位移量L与被测件实际长度Lʹ存在差异,所产生的测量误差按下式计算:式中α为角偏摆,单位为弧度。当α为10秒时,化成弧度α=,α平方就更小,因此,所产生的测量误差可以忽略不计。扬州小型测长仪厂家