- 品牌
- 菲恰尔
- 型号
- 齐全
- 类型
- 通用
- 安装方式
- 通用
- 卸料方式
- 通用
- 速度类型
- 类型齐全
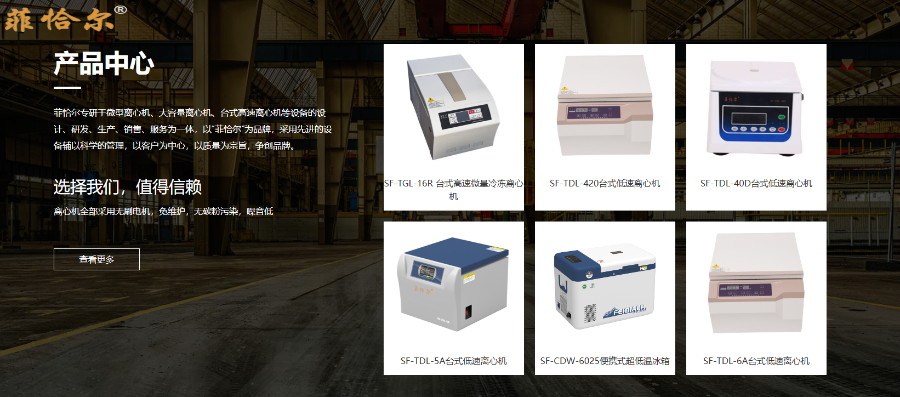
依托强大的技术研发实力与完善的生产制造体系,我们作为专业的离心机厂家,能够为不同行业的客户提供全系列、多元化的离心机产品与解决方案。无论是生物制药领域中对物料纯度要求极高的分离提纯工艺,还是化工行业中处理腐蚀性、高粘度物料的分离需求,亦或是食品加工行业中保障产品安全与品质的分离环节,以及环保行业中对污水、污泥等污染物的处理工作,我们都能提供针对性的产品与技术支持。我们的产品采用质量的原材料与先进的制造工艺,具有结构合理、性能稳定、使用寿命长等突显优势,能够在各种复杂的工况下保持高效、可靠的运行状态。同时,我们还注重产品的节能环保性能,通过优化产品设计与改进生产工艺,有效降低设备的能源消耗与污染物排放,助力客户实现绿色、可持续发展。操作离心机需遵循规范流程。宁波澄清式离心机产品

生物工程行业对分离设备的温和性、稳定性要求极高,我们通过优化转鼓转速调节机制、采用柔性分离技术,搭配卫生级密封结构,有效避免物料在分离过程中受到机械损伤与污染,大限度保留生物物料的活性与营养价值。无论是生物制药中的菌种分离、疫苗生产中的杂质去除,还是生物肥料生产中的发酵液处理,我们的离心机都能精确适配工艺需求,为生物工程企业的高效生产提供可靠支撑,助力行业技术升级与产品创新。针对冶金行业物料硬度高、杂质含量大、工况恶劣的特点,我们专门研发了适配冶金场景的离心机产品,通过强化转鼓结构强度、采用耐磨耐腐蚀材质、优化进料与排料机制,实现对冶金物料的高效分离与提纯。宁波低温离心机系统离心机对细胞研究有帮助。
这种定制化能力不仅体现了我们对行业的深刻洞察,更彰显了我们强大的技术研发与生产适配实力,帮助客户打破通用设备的局限,实现生产流程的优化升级与重点竞争力的提升。在离心机的技术研发方面,我们始终保持创新活力,密切关注行业技术发展趋势与客户潜在需求,持续投入研发资源,与高校、科研机构开展深度合作,不断迭代升级产品技术与性能。我们的研发团队聚焦于分离效率提升、能耗降低、操作智能化等重点方向,通过优化流体力学设计、改进传动系统、升级智能控制系统等技术手段,让离心机在保持高效分离效果的同时,具备更优异的节能性能与操作便捷性。
随着生命科学研究的不断深入,对低温冰箱的性能和功能提出了更高的要求。现代低温冰箱不仅具备很低温制冷能力,还配备了智能化的监控系统和报警装置。这些智能系统能够实时监测冰箱内部的温度、湿度、电压等参数,并通过网络将数据传输至管理人员的手机或电脑终端。一旦出现温度异常、电源故障等情况,系统会立即发出声光报警,并向相关人员发送短信或邮件通知,确保存储样本的安全。同时,部分高级低温冰箱还支持远程控制功能,方便研究人员在不同地点对冰箱进行操作和设置。 沉降式离心机分离效果不错。

在医院的临床科室和血库中,低温冰箱承担着重要的医疗物资存储任务。血液制品、血浆、血小板等对存储温度要求极为严格,低温冰箱通过精确的温度控制和稳定的制冷性能,能够将温度保持在-30℃至-80℃之间,确保血液成分的活性和质量。同时,低温冰箱还配备了多层搁架和抽屉式设计,方便医护人员对不同类型的医疗物资进行分类存放和管理。此外,一些医院还会为低温冰箱配备不间断电源(UPS),以防止突发停电对存储物资造成影响,保障医疗工作的正常开展。离心机转鼓是关键的部件。宁波生物离心机装置
纺织原料处理离心机可帮忙。宁波澄清式离心机产品
同时,我们具备规模化生产能力,能够快速响应客户的大批量订单需求,在保障产品质量的前提下,按时完成生产交付,为客户项目进度提供有力支撑,凭借稳定的供货能力与优异的产品品质,赢得了各行业客户的很广认可与长期信赖。我们的离心机在医药行业有着很广的应用,针对医药生产过程中对分离纯度、卫生标准、运行稳定性的严苛要求,我们对设备进行了专项升级与优化,采用符合医药行业标准的卫生级材质,表面经过精密抛光处理,无卫生死角,能够有效避免物料污染,保障药品质量安全。宁波澄清式离心机产品
同时,我们会根据设备的运行时长与工况,制定个性化的预防性维护计划,定期更换易损部件、优化运行参数,延长设备使用寿命,保障设备长期稳定运行,为客户的连续生产提供有力保障,体现了我们全方面的售后服务能力。我们的离心机在食品深加工领域有着很广应用,针对果蔬深加工、肉类加工、粮油加工等细分场景,进行了专项工艺优化,能够在保障分离效率的同时,大限度保留食品的营养成分、口感与风味。在果蔬深加工中,可实现果蔬汁的快速澄清与提纯,去除杂质与沉淀,提升果汁品质;在肉类加工中,能够分离肉糜中的水分与油脂,优化肉制品口感与保质期;在粮油加工中,可精确分离油脂与饼粕,提升油脂纯度与提取率。设备采用卫生级材质与结构设计...
- 宁波高速离心机装置 2026-05-02
- 金华离心式离心机装置 2026-05-02
- 浙江安全可靠离心机厂家 2026-05-02
- 丽水钢结构机体离心机装置 2026-05-01
- 台州高速离心机机械 2026-05-01
- 丽水食品离心机维修 2026-05-01
- 湖州矿业冶金离心机供应商 2026-05-01
- 上海钢结构机体离心机设备 2026-05-01
- 分离式离心机 2026-05-01
- 嘉兴耐用离心机厂家 2026-05-01







- 浙江小体积型低温冰箱维修 05-11
- 上海食物冷冻低温冰箱设备 05-11
- 试剂储存低温冰箱产品 05-11
- 上海速溫低温冰箱供应商 05-11
- 节能型低温冰箱维修 05-10
- 医疗冷藏低温冰箱维修 05-10
- 上海试剂保存低温冰箱器具 05-10
- 智能温低温冰箱系统 05-10
- 浙江实验室用低温冰箱系统 05-10
- 江苏智能温低温冰箱器具 05-10