- 品牌
- 无锡欧驰
- 型号
- 200mm
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 配送方式
- 物流/快递
磨抛耗材,换砂纸时,确认磨痕是否磨掉;确保研磨面为同一平面,不可磨成锥面或多面。自动研磨将试样对称平均放置在样品夹具中。将样品夹具的边缘和研磨盘的边缘相切。自动研磨时使冷却水流在距离底盘中心1/3处。当金刚石研磨盘磨损至基体金属时应当更换。自动研磨时的推荐压力一般为4-6N/c㎡,针对不同直径,压力如下表。易碎、易脱落、易分层试样(硅片、陶瓷涂层、氧化物涂层、金属粉末等)从尽可能细的砂纸开始研磨;保证涂层始终朝向基体受压;自动研磨使用较小的力,同向旋转; 磨抛耗材,选择时应考虑其与加工设备的兼容性,以确保安全高效。河北氧化铝抛光液磨抛耗材企业
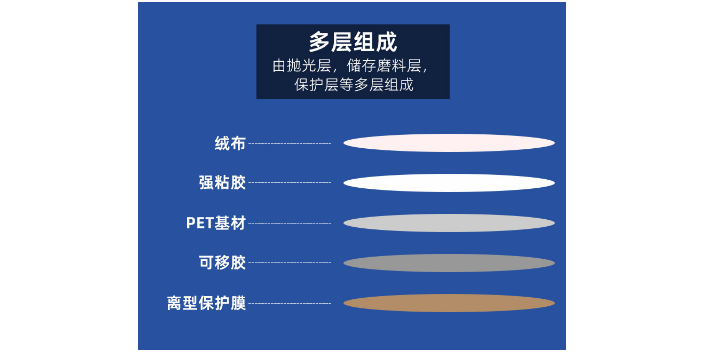
磨抛耗材,金相镶嵌耗材热压镶嵌粉将适量的热压镶嵌粉放入镶嵌模具中。将试样放入模具中的镶嵌粉中心,确保试样位置准确。将模具放入热压镶嵌机中,按照镶嵌粉的使用说明设置加热温度、压力和保温时间。一般温度在 150 - 200℃左右,压力在 1 - 5MPa,保温时间 5 - 15 分钟。热压完成后,关闭电源,让模具在机器中自然冷却至室温,然后取出镶嵌好的试样。冷镶嵌树脂和固化剂按照一定的比例将冷镶嵌树脂和固化剂倒入混合容器中,用搅拌棒充分搅拌均匀。将试样放入注模杯中,然后将混合好的冷镶嵌树脂缓慢倒入注模杯,使其完全覆盖试样。让冷镶嵌树脂在常温下自然固化,固化时间根据树脂的种类和环境温度而定,一般需要数小时至数十小时。河北氧化铝抛光液磨抛耗材企业磨抛耗材,具有良好的吸附性,能够吸附抛光液中的磨料颗粒,使磨料在抛光过程中更好地发挥作用。

磨抛技术,耗材知识是非常重要的。可以通过参加培训、阅读专业书籍和杂志、与同行交流等方式,了解的磨抛技术和耗材信息,提高自己的专业水平。同时,要积极尝试新的磨抛耗材和工艺,不断探索和创新,为客户提供更加质量的加工服务。磨抛耗材的质量检测也是非常重要的环节。通过质量检测,可以确保磨抛耗材符合相关的标准和要求,保证加工质量和安全。质量检测的内容包括磨料粒度、硬度、结合强度、平整度等方面。可以采用专业的检测设备和方法,如显微镜、硬度计、粗糙度仪等,对磨抛耗材进行检测。同时,企业也可以建立自己的质量检测体系,加强对原材料、生产过程和成品的质量控制。
磨抛耗材,金刚石抛光液:采用金刚石晶体为原料(纳米和微米级),金刚石浓度高,纯度高,微粉粒径一致,分散均匀,性能稳定,且无毒环保。磨削能力强,抛光表面效果好,满足各种材料的金相研磨、抛光需求,有单晶和多晶、水基和油基、浓缩型和混合型等多种型号可选,手动抛光和自动抛光均适用。抛光冷却润滑液:有水基、酒精基和油基三种,对金相研磨抛光过程起到良好的冷却和润滑作用,同时可以有效减少研磨抛光介质颗粒对材料表面的损伤,提高抛光效果。研磨膏:如金刚石研磨膏,采用进口高级大颗粒金刚石晶体为原料,能得到更高质量再现性。抛光粉:有氧化铝抛光粉、二氧化硅抛光粉、氧化铈抛光粉等,可用于去除变形层,使表面光洁度如镜面。磨抛耗材,型号 EVR2 镶嵌用样品夹,满足不同形状样品固定需求,应用。
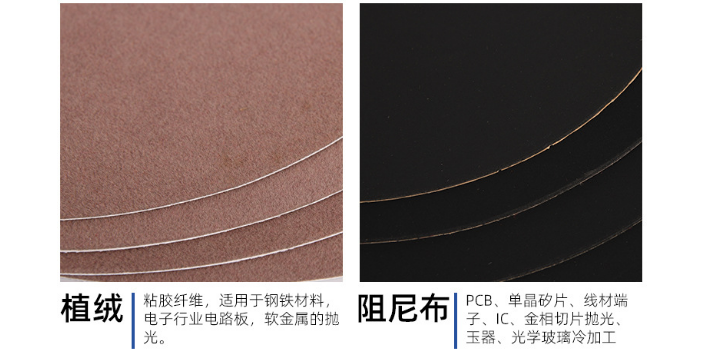
磨抛耗材,金相耗材的选择需要综合考虑多个因素,以下是一些常见的选择标准:根据材料特性材料硬度:对于硬度较高的材料,如淬火钢、硬质合金等,应选择金刚石切割片、金刚石研磨盘和硬度较高的砂纸等耗材,以保证切割和研磨效果。而对于较软的材料,如铝、铜等,可选用碳化硅切割片和相对较软的磨抛耗材,防止材料表面产生过度变形和划痕。材料韧性:韧性好的材料,如不锈钢、镍基合金等,在切割和研磨时容易产生变形和撕裂,需要选择锋利且耐磨性好的耗材,如金刚石切割片和具有较好切削性能的砂纸,同时抛光布要选择柔软且能有效去除划痕的类型。材料的组织结构:如果材料的组织结构不均匀,如铸造合金,在选择磨抛耗材时要考虑其能够均匀地去除材料,避免因局部去除过快或过慢而影响金相组织的观察。对于具有易腐蚀相的材料,在选择镶嵌材料和抛光液等耗材时,要考虑其耐腐蚀性,防止在制样过程中材料发生腐蚀而影响金相分析。磨抛耗材,在家具制造中用于打磨木材表面,使其光滑平整便于上漆。深圳金相转换盘磨抛耗材品牌有哪些
磨抛耗材,在玻璃加工中用于边缘抛光和表面清洁,需避免划伤。河北氧化铝抛光液磨抛耗材企业
金相磨抛耗材,金相磨抛耗材主要包括金相砂纸、抛光布、研磨膏等,它们在金相试样的制备过程中发挥着关键作用金相砂纸用处粗磨阶段:金相砂纸是用于研磨金相试样表面的一种磨料。在粗磨阶段,它可以快速去除试样切割过程中产生的较大划痕、变形层等缺陷。例如,对于一块刚切割下来的金属材料,使用较粗粒度(如80-120目)的金相砂纸可以有效磨平其表面,使试样的平整度初步符合要求。细磨阶段:随着砂纸目数的增加(如从180目到2000目),可以逐步减小试样表面的划痕深度和粗糙度。在这个过程中,砂纸能使试样表面更加光滑均匀,为后续的抛光和微观组织观察打下良好的基础。河北氧化铝抛光液磨抛耗材企业
磨抛耗材,在抛光液成本构成中的占比之高超乎想象。据统计,抛光液在CMP抛光材料成本中占比达49%,而磨料又占抛光液成本的50%-70%。这意味着在整个CMP工艺的材料成本中,只磨料一项就占据了约四分之一到三分之一的比例。如此高的成本占比充分说明了磨料在半导体平坦化工艺中的重要地位,也解释了为什么晶圆厂在选择磨抛耗材时会如此谨慎。从另一个角度看,这也意味着通过优化磨料选择和使用效率,可以明显降低半导体制造成本,提高企业竞争力。磨抛耗材,消耗速度取决于加工强度和材料硬度,需合理预估库存。河南金相抛光织物磨抛耗材多少钱一台磨抛耗材,结合制样方法热镶嵌:如果采用金相热镶嵌方法,需要选择适合热压工艺的镶...
- 上海防粘盘磨抛耗材 2026-04-14
- 杭州金相抛光高分子磨抛耗材价格多少 2026-04-14
- 无锡金相悬浮液磨抛耗材多少钱一台 2026-03-23
- 湖南进口乳胶砂纸磨抛耗材操作简单 2026-03-22
- 河北金相抛光尼龙布磨抛耗材哪个牌子好 2026-03-21
- 湖州金相抛光醋酸布磨抛耗材制样设备厂家 2026-03-21
- 河南碳化硅砂纸磨抛耗材经济实用 2026-03-20
- 杭州金相抛光帆布磨抛耗材哪个牌子好 2026-03-20
- 无锡金相抛光阻尼布磨抛耗材厂家 2026-03-20
- 河南特氟龙防粘盘磨抛耗材经济实用 2026-03-20
- 湖北金相抛光醋酸布磨抛耗材源头厂家 2026-03-19
- 天津金相抛光尼布磨抛耗材制造厂商 2026-03-19
- 湖北金相抛光丝绒布磨抛耗材价格多少 2026-03-19
- 金相抛光织物磨抛耗材按钮操作 2026-03-19
- 湖州金相悬浮液磨抛耗材生产厂家 2026-03-19
- 江苏氧化铝抛光液磨抛耗材品牌有哪些 2026-03-19






- 苏州数显布洛维硬度计性价比高 04-21
- 苏州低倍加热腐蚀制样设备厂家 04-21
- 湖州无极调速金相磨抛机经济实用 04-21
- 四川钢的检验腐蚀按钮操作 04-21
- 陕西电解抛光腐蚀价格多少 04-21
- 上海金属抛光腐蚀价格多少 04-21
- 云南金相电解腐蚀企业 04-21
- 安徽洛氏硬度计制造厂商 04-21
- 广州金相磨抛机制样设备厂家 04-21
- 江苏数显洛氏硬度计生产企业 04-20