- 品牌
- 成都欧光光学科技有限公司
- 型号
- 型号齐全
- 类型
- 光学显微镜
- 规格
- 电话详聊
波前误差是制约鲍威尔棱镜高精度应用的 参数。成都欧光光学科技有限公司采用ZYGO VeriFire MST干涉仪对鲍威尔棱镜进行全口径波前检测,要求RMS波前误差≤λ/30(632.8nm),确保激光线边缘锐度(10%-90%过渡区<30μm)。针对高数值孔径鲍威尔棱镜,创新应用“子孔径拼接技术”:将大口径棱镜分割为9个子区域分别检测,再通过算法合成全貌,解决传统干涉仪口径限制。实测数据表明:经波前优化的鲍威尔棱镜在光刻对准中,线位置重复性达±0.08μm,较未优化品提升4倍。成都欧光建立波前-面形关联数据库,当检测到特定波前畸变(如 coma 像差),可反向修正磁流变抛光路径。在引力波探测预研项目中,其定制鲍威尔棱镜波前稳定性经72小时连续监测,漂移量<0.005λ/h。鲍威尔棱镜的波前控制本质是光学制造精度的 体现,而成都欧光通过“检测-反馈-修正”闭环,将鲍威尔棱镜的波前品质推向物理极限,为前列科研与精密制造提供不可替代的光学基准。

文物数字化保护对鲍威尔棱镜提出无损、高保真要求。成都欧光光学科技有限公司为敦煌研究院定制低功率紫外鲍威尔棱镜(375nm,输出功率<5mW),采用高纯熔融石英基底(羟基含量<1ppm)避免紫外荧光干扰,输出线均匀性达91%,确保壁画颜料层无热损伤。该鲍威尔棱镜配合多光谱相机,生成0.02mm分辨率三维模型,成功复原唐代壁画剥落细节。设计中特别强化杂散光抑制:鲍威尔棱镜边缘镀制吸光黑膜(反射率<0.5%),消除石窟环境多重反射干扰。成都欧光还开发“微振动隔离支架”,将手持扫描时鲍威尔棱镜抖动控制在5μm内,避免文物表面划伤风险。经国家文保中心认证,该鲍威尔棱镜连续照射72小时未引起颜料色差变化(ΔE<0.5)。鲍威尔棱镜在此类应用中承载文化传承使命,其光学性能与人文关怀深度交融。成都欧光通过“科技+文保”跨界实践,让鲍威尔棱镜成为守护文明记忆的无声卫士,彰显中国光学企业的社会责任担当。
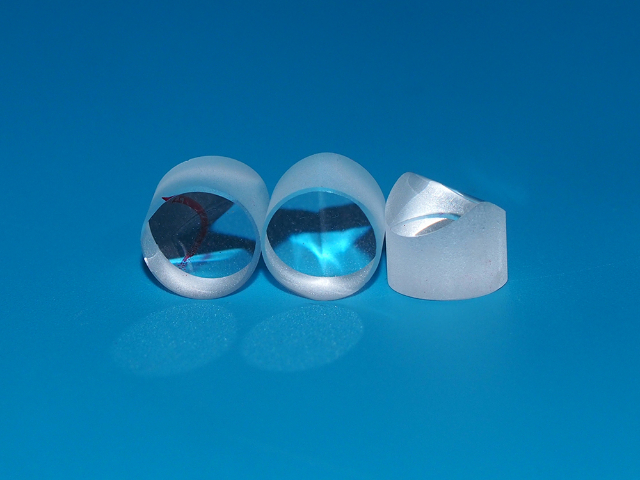
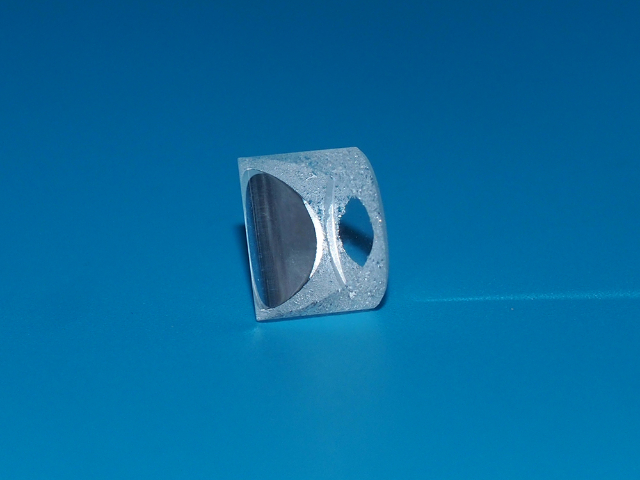
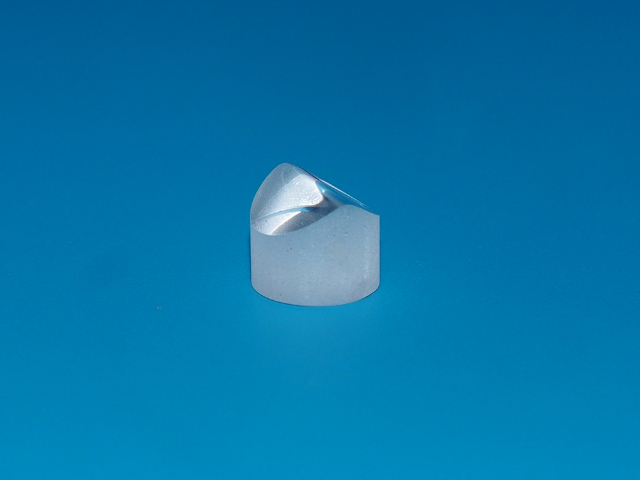
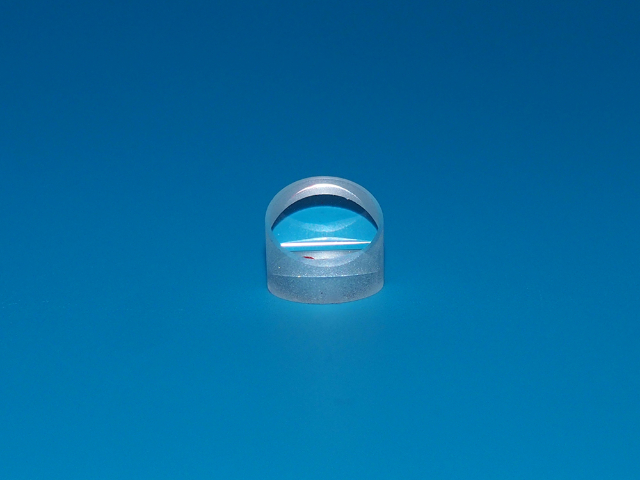
鲍威尔棱镜的精密制造工艺涵盖超精密研磨、磁流变抛光及离子束修型三重 环节。以φ15mm标准件为例,粗磨后表面粗糙度需达Ra<50nm,再经磁流变抛光将面形误差收敛至λ/20(632.8nm), 通过离子束溅射微调曲面轮廓至设计值。成都欧光光学科技有限公司引入五轴联动 CNC 光学加工中心,配合在位检测系统实时反馈修正,使鲍威尔棱镜棱线直线度稳定在2μm以内。镀膜环节采用真空离子镀技术,在鲍威尔棱镜表面沉积12层Ta₂O₅/SiO₂交替膜系,实现400-1600nm宽带增透(平均R<0.18%)。每片鲍威尔棱镜出厂前需通过三重验证:ZYGO干涉仪检测面形、CCD光强分布测试仪量化均匀性(要求非均匀性<12%)、高低温循环箱验证环境适应性(-40℃~+85℃)。在激光雷达校准案例中,成都欧光定制的60°发散角鲍威尔棱镜经1000次热冲击测试后,角度漂移<0.15°,充分证明工艺可靠性。鲍威尔棱镜的制造精度直接关联终端系统性能,而成都欧光通过“设计-加工-检测”闭环体系,将鲍威尔棱镜的工艺良品率提升至95%以上,为工业级应用提供坚实保障。
鲍威尔棱镜的加工工艺复杂度极高,其非球面曲面的加工精度直接决定了激光线光斑的均匀度和直线性,成都欧光光学科技有限公司凭借多年的光学元件加工经验,掌握了鲍威尔棱镜全流程高精度加工技术,打破了传统加工模式的局限,实现了从毛坯加工到成品检测的全闭环管控。鲍威尔棱镜的加工流程主要包括毛坯切割、粗磨、精磨、抛光、角度校准、镀膜、成品检测七大 环节,每个环节都有严格的精度标准和管控措施。在非球面曲面加工环节,成都欧光采用高精度研磨抛光设备,搭配专业的加工刀具和工艺参数,通过自动化控制系统精细控制加工力度和速度,避免出现表面划痕、崩边等缺陷,确保曲面轮廓与设计参数的偏差控制在微米级,表面光洁度可达到40-20 scratch-dig的 标准,远超行业常规水平。在角度校准环节,采用高精度角度测量仪,对鲍威尔棱镜的顶角、棱边平行度进行精细校准,角度公差可控制在±3″以内,确保激光入射后能够实现精细折射,形成均匀的线光斑。鲍威尔棱镜让激光输出更稳定,成都欧光光学供应。

成都欧光光学科技有限公司将ISO 9001质量管理体系深度融入鲍威尔棱镜全生命周期:从原材料批次溯源(每片基底附带供应商质保书)、超净车间加工(温湿度23±1℃/50±5%RH)、到100%光学性能检测。每片鲍威尔棱镜出厂前经历三重验证:ZYGO GPI干涉仪检测面形(PV<λ/10)、定制光强分布测试平台量化均匀性(要求80%线长内波动≤15%)、环境应力筛选(-40℃↔+85℃循环5次)。关键工序设置SPC控制点,如镀膜厚度CPK≥1.67、棱线角度CPK≥1.33。成都欧光建立鲍威尔棱镜数字档案库,扫描二维码即可查询该鲍威尔棱镜的加工参数、检测曲线、校准证书。在为某半导体设备商供货时,其鲍威尔棱镜连续12个月批次CPK值稳定在1.8以上,获客户“零缺陷”认证。更值得称道的是,成都欧光引入AI视觉检测系统,对鲍威尔棱镜表面瑕疵(划痕、麻点)实现μm级自动识别,漏检率<0.1%。鲍威尔棱镜的品质不仅是技术指标,更是管理体系的体现。成都欧光通过将国际标准本土化、精细化,使每一片鲍威尔棱镜成为“可追溯、可验证、可信赖”的工业级产品,为中国光学元件树立质量新 。
鲍威尔棱镜精度高且均匀,欧光光学实力生产供应。苏州60 光学级度发散角鲍威尔棱镜定制加工
高功率激光焊接(如千瓦级光纤激光器)对鲍威尔棱镜的热管理提出极限挑战。成都欧光光学科技有限公司创新采用“微流道冷却鲍威尔棱镜”:在棱镜基座集成蛇形微通道(水力直径0.8mm),通入去离子水(流量50ml/min)实现主动散热。热仿真显示:在500W激光连续辐照下,传统鲍威尔棱镜表面温升达85℃引发热透镜效应,而冷却型鲍威尔棱镜温升控制在8℃以内,输出线位置漂移<10μm。材料层面选用高热导率蓝宝石基底(35W/m·K),配合低吸收镀膜(吸收率<10ppm),从源头抑制热积累。成都欧光还开发热变形补偿算法,根据实时温度反馈微调鲍威尔棱镜安装角度,动态维持线形精度。在动力电池顶盖焊接产线验证:该鲍威尔棱镜连续工作2000小时,光强均匀性衰减<3%,无镀膜损伤。值得注意的是,冷却接口采用快插式无泄漏设计(承压0.6MPa),适配工业现场快速维护。鲍威尔棱镜的热稳定性直接决定高功率激光系统的可靠性,而成都欧光通过“材料-结构-控制”多维创新,将鲍威尔棱镜的应用功率边界拓展至千瓦级,为 激光制造提供关键光学保障。
成都欧光光学科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在四川省等地区的仪器仪表中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同成都欧光光学科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 光束整形鲍威尔棱镜均匀性测试 2026-05-17
- 广东高精度划线鲍威尔棱镜发散角选择 2026-05-17
- 长春熔融石英鲍威尔棱镜应用场景 2026-05-17
- 长春激光划线鲍威尔棱镜激光打标用 2026-05-16
- 深圳20 度发散角鲍威尔棱镜激光打标用 2026-05-16
- 长春机器视觉用鲍威尔棱镜激光模组配套 2026-05-16
- 鲍威尔棱镜厂家推荐 2026-05-16
- 绿光激光鲍威尔棱镜非球面加工 2026-05-16