- 品牌
- 成都欧光光学科技有限公司
- 型号
- 型号齐全
- 类型
- 光学显微镜
- 规格
- 电话详聊
成都欧光光学科技有限公司推出“72小时鲍威尔棱镜快速打样”服务,直击客户研发痛点。流程涵盖:需求确认(2小时内响应)→ 光学设计(Zemax建模+光强仿真)→ 超精密加工(五轴CNC+磁流变抛光)→ 镀膜(真空离子镀)→ 全参数检测。依托模块化曲面数据库与柔性产线,标准尺寸(φ10-25mm)鲍威尔棱镜可实现“当日设计、次日加工、第三日交付”。某机器人公司紧急需求45°发散角鲍威尔棱镜用于新品测试,成都欧光48小时内提供样品,光强均匀性实测达87%,助其提前完成客户验收。服务 在于数字化协同:客户上传激光参数,工程师远程共享仿真结果;加工过程关键节点拍照反馈,实现透明化管控。成都欧光储备常用基底毛坯(N-BK7、石英等),缩短原材料等待周期;镀膜车间设置“快反通道”,优先处理打样订单。鲍威尔棱镜的快速定制能力,本质是技术积累与供应链管理的体现。成都欧光将“速度”与“品质”双轨并行,使鲍威尔棱镜从“长周期采购件”变为“敏捷研发伙伴”, 加速客户产品迭代进程,重塑国产光学元件服务新范式。
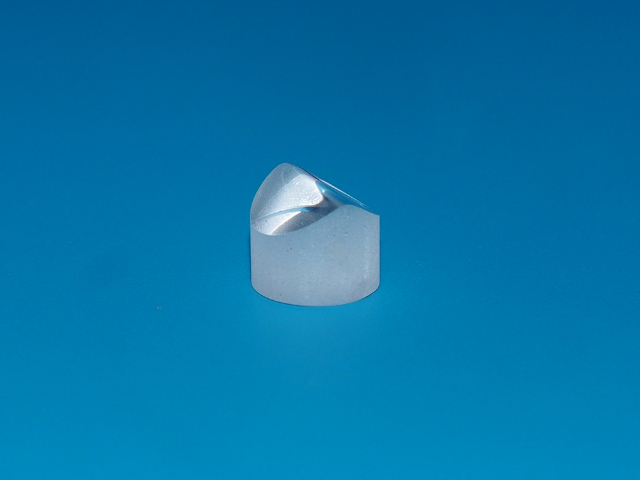
鲍威尔棱镜的加工工艺复杂度极高,其非球面曲面的加工精度直接决定了激光线光斑的均匀度和直线性,成都欧光光学科技有限公司凭借多年的光学元件加工经验,掌握了鲍威尔棱镜全流程高精度加工技术,打破了传统加工模式的局限,实现了从毛坯加工到成品检测的全闭环管控。鲍威尔棱镜的加工流程主要包括毛坯切割、粗磨、精磨、抛光、角度校准、镀膜、成品检测七大 环节,每个环节都有严格的精度标准和管控措施。在非球面曲面加工环节,成都欧光采用高精度研磨抛光设备,搭配专业的加工刀具和工艺参数,通过自动化控制系统精细控制加工力度和速度,避免出现表面划痕、崩边等缺陷,确保曲面轮廓与设计参数的偏差控制在微米级,表面光洁度可达到40-20 scratch-dig的 标准,远超行业常规水平。在角度校准环节,采用高精度角度测量仪,对鲍威尔棱镜的顶角、棱边平行度进行精细校准,角度公差可控制在±3″以内,确保激光入射后能够实现精细折射,形成均匀的线光斑。西安激光模组鲍威尔棱镜激光打标用欧光光学的鲍威尔棱镜,诚信商家售后有保障。

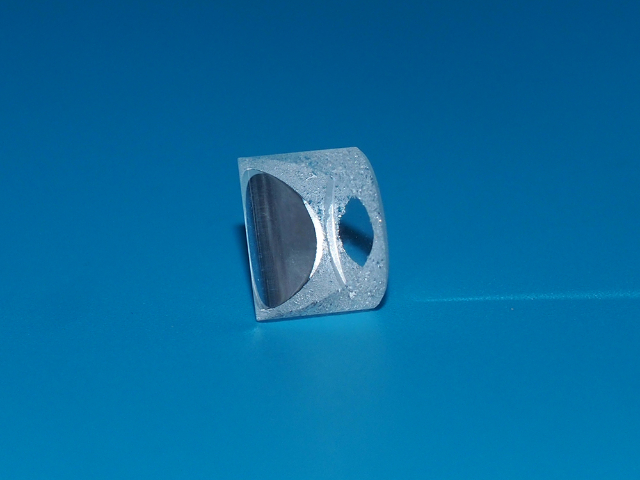
半导体光刻对准环节要求鲍威尔棱镜输出亚微米级精细参考线。成都欧光光学科技有限公司为DUV光刻机开发深紫外鲍威尔棱镜:基底选用高纯度CaF₂(透过率>99.5% @193nm),经磁流变抛光使表面粗糙度<0.3nm,消除散射导致的线宽模糊。该鲍威尔棱镜在193nm波长下,输出线在50mm工作距离内线宽稳定于2.5μm±0.2μm,棱线直线度<0.5μm,满足0.35μm工艺节点对准需求。关键技术突破在于抑制荧光效应:成都欧光对CaF₂材料进行超净处理(金属杂质<1ppb),并镀制 增透膜(193nm R<0.3%),避免紫外激发背景噪声。在光刻机实测中,集成该鲍威尔棱镜的对准系统重复定位精度达±30nm,较传统方案提升5倍。成都欧光建立Class 10超净装配线,每片鲍威尔棱镜经氦质谱检漏(漏率<5×10⁻¹⁰ Pa·m³/s),确保无颗粒污染风险。鲍威尔棱镜在此类前列制造场景的价值,已从“辅助工具”升维为“工艺使能器”。成都欧光通过攻克深紫外光学瓶颈,助力中国半导体装备产业链关键环节自主化,彰显国产光学元件在“卡脖子”领域的突破决心。
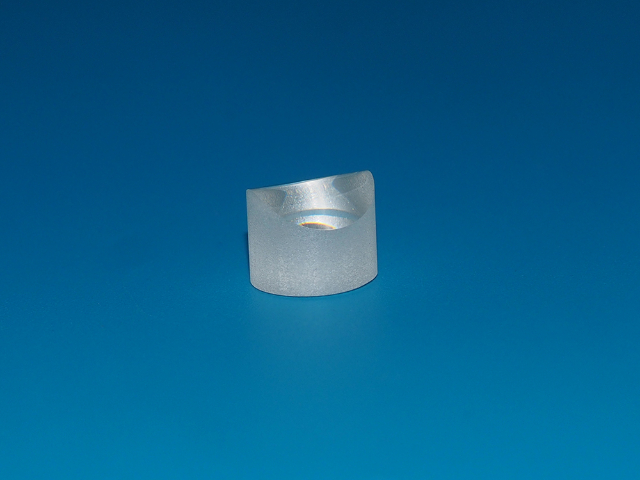
鲍威尔棱镜作为激光整形领域的 精密光学元件,又称激光划线棱镜,其 功能是将入射的圆形高斯激光束转换为能量均匀分布的线性光斑,从根本上解决了传统柱面透镜产生的激光线“中心亮、两头暗”的高斯分布缺陷,是目前实现高质量激光线性投射的比较好方案。成都欧光光学科技有限公司作为专业的鲍威尔棱镜生产加工企业,拥有完整、科学的质量管理体系,通过ISO9001质量认证,可精细把控鲍威尔棱镜的 性能参数,满足各行业高精度应用需求。鲍威尔棱镜的 优势源于其独特的非球面曲面设计,其表面经复杂光学计算优化为渐变曲面或类“屋顶”形非球面结构,当激光垂直入射时,棱镜会通过非均匀折射作用,将光束中心过剩的能量重新分配至边缘, 终形成光强均匀、边缘锐利、直线性优良的线光斑,光能利用率远超传统光学元件,均匀度可控制在10% variation以内(632nm波长下,中心线80%范围),直线度可达0.1%以上, 适配405nm-808nm全波长范围的激光设备。无论是工业自动化的精细划线,还是科研领域的激光整形,成都欧光生产的鲍威尔棱镜都能凭借稳定的性能,为各类激光系统提供可靠的光学支撑。鲍威尔棱镜在欧光光学的产品线中,备受客户青睐。

鲍威尔棱镜光学性能验证需超越常规检测,成都欧光光学科技有限公司引入蒙特卡洛仿真方法:基于实测面形数据(ZYGO干涉图)构建随机误差模型,模拟10,000次光线追迹,统计输出线均匀性、棱线位置的概率分布。例如,针对某60°鲍威尔棱镜,仿真显示95%置信区间内均匀性为82%±4.5%,与实测数据(83.2%)高度吻合,验证工艺稳定性。该方法可预判“ 坏情况”性能:当面形误差达λ/8时,均匀性下限仍保持75%以上,为公差分配提供依据。成都欧光将仿真流程标准化,客户下单时即可获取“性能概率云图”,直观了解批次一致性风险。在航天项目中,此方法成功预测热变形对鲍威尔棱镜线形的影响,指导结构优化。更进一步,成都欧光结合机器学习,用历史检测数据训练预测模型,实现“加工参数- 终性能”反向映射。鲍威尔棱镜的性能验证已从“点检测”迈向“概率评估”,而成都欧光通过数字化仿真与实测闭环,将鲍威尔棱镜的质量管控提升至预测性维护新阶段,彰显光学制造的智能化转型。
鲍威尔棱镜精度高,欧光光学严格执行质量标准。西安激光模组鲍威尔棱镜激光打标用
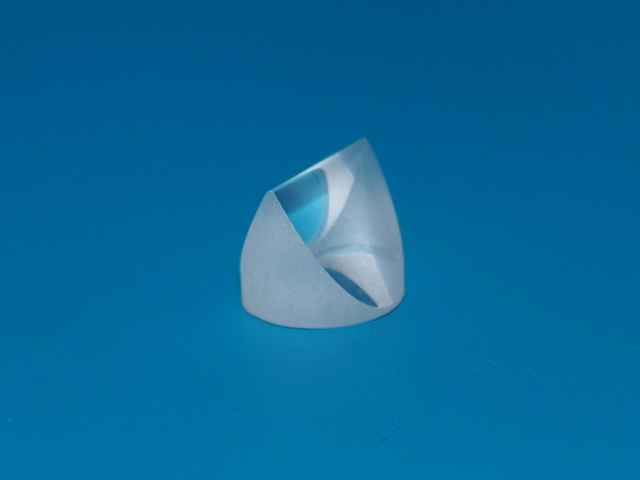
高功率激光焊接(如千瓦级光纤激光器)对鲍威尔棱镜的热管理提出极限挑战。成都欧光光学科技有限公司创新采用“微流道冷却鲍威尔棱镜”:在棱镜基座集成蛇形微通道(水力直径0.8mm),通入去离子水(流量50ml/min)实现主动散热。热仿真显示:在500W激光连续辐照下,传统鲍威尔棱镜表面温升达85℃引发热透镜效应,而冷却型鲍威尔棱镜温升控制在8℃以内,输出线位置漂移<10μm。材料层面选用高热导率蓝宝石基底(35W/m·K),配合低吸收镀膜(吸收率<10ppm),从源头抑制热积累。成都欧光还开发热变形补偿算法,根据实时温度反馈微调鲍威尔棱镜安装角度,动态维持线形精度。在动力电池顶盖焊接产线验证:该鲍威尔棱镜连续工作2000小时,光强均匀性衰减<3%,无镀膜损伤。值得注意的是,冷却接口采用快插式无泄漏设计(承压0.6MPa),适配工业现场快速维护。鲍威尔棱镜的热稳定性直接决定高功率激光系统的可靠性,而成都欧光通过“材料-结构-控制”多维创新,将鲍威尔棱镜的应用功率边界拓展至千瓦级,为 激光制造提供关键光学保障。
成都欧光光学科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在四川省等地区的仪器仪表行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**成都欧光光学科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

- 长春激光划线鲍威尔棱镜 2026-05-10
- 陕西20 度发散角鲍威尔棱镜定制厂家 2026-05-10
- 长春定制非球面鲍威尔棱镜价格报价 2026-05-10
- 中山激光划线鲍威尔棱镜激光打标用 2026-05-09
- 中山高均匀性鲍威尔棱镜发散角选择 2026-05-09
- 长春60 光学级度发散角鲍威尔棱镜厂家直销 2026-05-09
- 西安20 度发散角鲍威尔棱镜厂家 2026-05-09
- 苏州20 度发散角鲍威尔棱镜激光打标用 2026-05-09