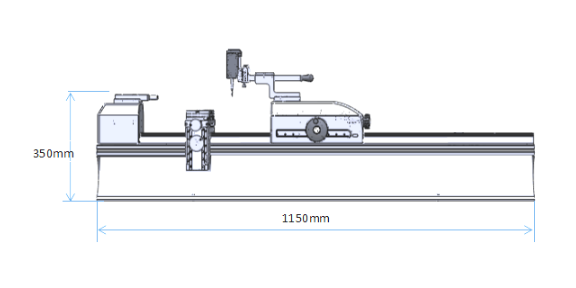
工作台微分筒的示值误差以显微镜读数中的比较大值与小值之差确定。确定示值误差时,对玻璃刻度尺的偏差应进行修正。回程误差以同一受检点上在正向和反向行程检定时的读数差确定。测量轴和尾管的同轴度【要求】不超过0.2mm。【检定方法】将直径为φ8 mm的**平面测帽安装在测量轴和尾管的测量杆上,移动测量轴,使两测帽相接触,借助尾管测量杆的径向调整螺钉,将两测帽的测量面调至平行。然后用千分尺测量两测帽的偏移程度。尾管测量杆径向调整机构的不稳定性。上海野齿仪器科技有限公司销售的测长机质量很好。连云港原厂测长机批发价
现在常用的螺纹环规测量方法主要有三种,
用螺纹校对量规进行综合测量;
用测长机测量螺纹单一中径;
用轮廓扫描型仪器测量螺纹全参数。
这三种方法在不同的领域有不同的应用,各有各的使用特点,现对这三种方法进行初步比较,以便使用者根据自身的使用情况对照使用。
螺纹校对量规用于综合测量螺纹作用中径,是国家标准GB3934-2003及计量检定规程JG 888-1995规定对普通螺纹测量结果终的判定方法。
该方法源于1905年英国人发明的泰勒原则。螺纹环规的通端用螺纹校对量规TT TZ及TS检验;止端用ZT,ZZ及ZS检验。 淮安UCK3000测长机市场报价测长机的调整与维修。

检定时,先在测量轴和**尾管的测量杆上安装小内测量钩,并调整至正确位置。在工作台上安装孔径为φ14mm的环规。升降和移动工作台,使环规处于测量轴线位置。再使内测量钩的测量头与环规的孔壁接触。横向移动工作台,找到环规的比较大值,使工作台按其水平轴转动,找到环规的小值。反复进行上述过程,待示值稳定后,记下仪器的示值,此示值即为起始读数。然后取下φ14 mm的环规,并依次地换上孔径为φ30 mm和φ50 mm的环规。以上述方法检定和读数。任意两读数的差值减去相应两环规实际孔径差,即为用内测量附件时的示值误差。
将底座下部的油杯压圈取下,再将油杯和压簧一并取出后就可彻底清洗轴套和油杯。在用汽油清洗干净后的油杯中,加1/4杯润滑油(高温仪表油或3#变压器油),再在升降主轴和轴套中涂上润滑油后,沿垂直线将轴装人轴套中,上下拉动升降油,使其配合舒适。注意 在安装升降手轮组时,必须把升降手轮转到零位,并把工作台压到比较低点的位置进行组装,这样才能保证工作台升降的行程。工作台导轨松动,工作台导轨松动造成的比较大影响是工作台的工作可靠性超差,使在进行内外尺寸测量时示值不稳定。 上海野齿仪器科技有限公司销售的测长机质量上乘。
【检定方法】借助手轮,转动微米分划板,使微米刻线与指标线相靠并留有适当光隙,这时可观察两刻线间是否有倾斜。在目镜左右(或上下)两边观察示值有无变化。这一检定,应在均匀分布于微米分划板的四个位置上进行。移动测量轴,使毫米刻度尺的刻线与任一螺旋线(或双线)相对准后,在目镜上下(或左右)两边观察示值是否变化,并观察毫米刻度尺的刻线是否对称于0.1mm刻度尺。这一检定应至少在分布于毫米刻度尺的3~5个不同位置上进行。 0.1 mm刻度尺与微米分划板的相对位置。 测长机的好处都有精度高、操作快、方便快捷。台州UCK3000测长机代理价格
测长机的好处您了解吗?连云港原厂测长机批发价
【要求】不超过0.1um。【检定方法】移动测量轴,使毫米刻度尺的任一条刻线与0.1mm刻度尺的0.5mm那条刻线对准,并从微米刻度上读出相对于零位的偏移量。读数装置放大倍数的正确性,【要求】不超过0.5um。对于使用中的进口测长仪,应检定其读数装置与毫米刻度尺的相符性,要求不超过0.5um。【检定方法】读数装置放大倍数的正确性,用尺寸为1 mm, 2mm和3 mm的3等量块以“配对法”检定。检定卧式测长仪时,移动测量轴,使测量杆上的球面测帽相接触,并调整至正确状态。 连云港原厂测长机批发价
上海野齿仪器科技有限公司位于白鹤镇外青松公路3858号11号厂房。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下测长仪,量块比较仪,立式指示表检定仪,计米器检定仪深受客户的喜爱。公司从事仪器仪表多年,有着创新的设计、强大的技术,还有一批**的专业化的队伍,确保为客户提供良好的产品及服务。上海野齿秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。







