万能测长仪工作台面与测量轴线的垂直度不超过1'。【万能测长仪检定方法】用尺寸为100mm×63mm的零级直角尺检定。万能测长仪检定时,将分度值为。将直角尺安置于工作台面上,调整测微表,使测量头与直角尺长边工作面接触,并使测微表的示值于零位或其邻近的某一值。移动测量轴100mm后,读取测微表的示值变化量a1。然后将直角尺沿工作台面转变90o方位。按上述方法检定,并读取测微表的示值变化量a2。万能测长仪工作台面与测量轴线的垂直度△按式()计算求得,即基座导轨的直线度不超过15'。【万能测长仪检定方法】用分度值不大于1"的自准直仪检定。万能测长仪检定时,将被检仪器放置在稳固的基体(如金属板)上,自准直仪安装在仪器的一侧,并与仪器在同一基体上,移动尾座至导轨右端,并在尾座上安装一平面反射镜,取下测量座,调整自准直仪,使其与反射镜处在同一轴线上,这时可根据由平面反射镜反射回来的像进行对准和读数。移动尾座至仪器右侧导轨的中间和左端,并按自准直仪读数,再将尾座移放到仪器左侧导轨的右端、中间和左端位置上,依次按自准直仪读数。导轨的直线度以任意两读数的比较大差值确定。万能测长仪这一检定,需要在导轨的垂直方向和水平方向上进行。上海测长仪生产厂家就找上海野齿仪器科技有限公司!宁波UCK300测长机定制

万能测长仪在实际的校准活动中,我们发现直接校准方法得到的校准结果,与激光干涉仪校准得到的结果存在差异,测长机使用者往往会心存在疑惑。万能测长仪造成这种差异的原因是用量块直接校准时,量块是放在测长机工作台上的,在调整量块的过程中,工作台的性能也综合在内,这样的校准方法更接近测长机的工作状态。万能测长仪用激光干涉仪校准时,校准值是通过测长机的尾座移动来实现的,未综合测长机工作的性能。所以这两种测量方法的差异是客观存在的。万能测长仪一般情况下,这个差异量是一个可以接受的范围。万能测长仪测长机的用途:用于长度测量,广用于校对管尺等长度校准,同比传统的量块方式,尺寸更准确,使用也更为方便,避免尺寸出错。宁波便捷测长机维修测长机生产厂家就找上海野齿仪器科技有限公司!

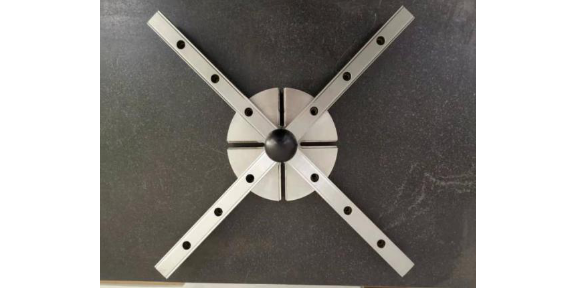
圆柱螺纹塞规中径的测量程序
1)选择一对接近好直径球形测头,安装在空心测帽端部。再将另一端安装 在测轴和尾管端部的测杆上。使左右测球相接触(图2上),调整尾管上的调节 螺钉,找到示值大拐点,将示值清零。
2)将圆形浮动工作台安装在仪器工作台上,再将被测塞规利用V形铁和弹性压板固定在圆形浮动工作台上。
3)升高工作台,同时操纵测轴,使左测球插入要测量的牙槽;右测球插入直径另一侧的牙槽(图2下);并使工作台有足够的旋转和平移的浮动余地;然后,缓慢升降工作台,找到大示值拐点;读取示值X。
4)按(1)和(2)式计算测得的中径。
用一米测长机测量内尺寸(主要是孔径),需注意以下几点:1、为了减少测钩的倾斜测量误差,在装夹测钩时水平和垂直方向一定要调好,在装夹测钩时,两测钩尽量与水平方向相垂直,较简单的方式就是人站在一米测长机尾端直接用眼睛瞄准,偏多少就可以一目了然,很快就可以装夹好了。在装夹测钩时,左边的测钩放进右边的测钩槽内,这样才能保证在水平方向与测量轴线相平行。2、另外,在装夹右边测钩时,与光管接触时,尽量将螺钉压在槽的中部,过多过少都不好,因为要保证一定的测量力,并拨动拨叉,看微米投影窗是否有光标刻度,有时螺钉压得太多,拨动拨叉,在微米投影窗并不能看到光标刻度,这时就要重新调节,这可解决后续对标准时始终找不到转折点的原因了。3、在用一米测长机测量孔径时,需要用标准环规(或组合量块)作为基准,然后再测量工件的孔径。在测量孔径时,注意尾架对准标尺100的位置上(这点与测量外尺寸有所不同,外尺寸是对到0位),然后观察光标刻度是否清晰,如果不清晰可以调整后边的灯泡的亮度,如果毫米投影窗内光线较暗,将会影响套线误差,测量结果的重复性误差就会较大,极大可能会2个微米读数误差,这在测量过程中需要注意的。万能测长仪维修服务就找上海野齿仪器科技有限公司!

皮带测长机主要性能指标1.皮带露出高度测量精度:0.01mm,2.显示测量参数:基准长度显示为六位数,3.显示精度:0.01mm,4.带轮中心距:1000mm,5.带轮旋转速度:28r/min,6.电源:AC380V±5%50Hz,7.气源压力:0.5Mpa,8.外形尺寸:2000×500×1500mm。提起测长机的用途,很多人想到的是检定环规、塞规、指示表、千分尺等量规量具,其实远不止这些,测长机在工件尺寸测量方面也有着广泛应用,比如测量轴承、花键、齿轮、活塞的重要尺寸。就以SJ5100高精度光栅测长机测量汽车活塞侧孔孔径和密封槽槽宽为例,讲述其在汽车零配件行业的应用。上海便携式测长仪生产厂家就找上海野齿仪器科技有限公司!宁波便捷测长机维修
上海测长机生产厂家哪家好?宁波UCK300测长机定制
换上平面测帽,并将其测量面调至平行后,按上述方法再次检定。当紧固水平轴时,观察示值的变化。工作台微分筒的示值误差和回程误差示值误差不大于8um;回程误差不大于3um。【检定方法】用检定极限误差不超过±1um的玻璃刻度尺和分度值为1um的读数显微镜检定。检定时,将玻璃刻度尺安装在工作台上,并使其轴线平行于微分筒移动方向。在刻度尺的下方安装反光棱镜,如图。将读数显微镜借助支架固定在基座上,当微分筒对准零位后,调整显微镜,使其对准刻度尺的零线,并记下显微镜的示值。然后以正向行程依次地每间隔5mm检定一点,当检定至终点后,再以反向行程检定。工作台微分筒的示值误差以显微镜读数中的比较大值与小值之差确定。确定示值误差时,对玻璃刻度尺的偏差应进行修正。回程误差以同一受检点上在正向和反向行程检定时的读数差确定。宁波UCK300测长机定制
上海野齿仪器科技有限公司属于仪器仪表的高新企业,技术力量雄厚。是一家私营有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司始终坚持客户需求优先的原则,致力于提供高质量的测长仪,量块比较仪,立式指示表检定仪,计米器检定仪。上海野齿以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。