轮廓仪白光干涉的创始人:
迈尔尔逊
1852-1931
美国物理学家
曾从事光速的精密测量工作
迈克尔逊首倡用光波波长作为长度基准。
1881年,他发明了一种用以测量微小长度,折射率和光波波长的干涉仪,迈克尔逊干涉仪。
他和美国物理学家莫雷合作,进行了***的迈克尔逊-莫雷实验,否定了以太de 存在,为爱因斯坦建立狭义相对论奠定了基础。
由于创制了精密的光学仪器和利用这些仪器所完成光谱学和基本度量学研究,迈克尔逊于1907年获得诺贝尔物理学奖。 自动聚焦范围 : ± 0.3mm。ADE轮廓仪技术支持
关于三坐标测量轮廓度及粗糙度
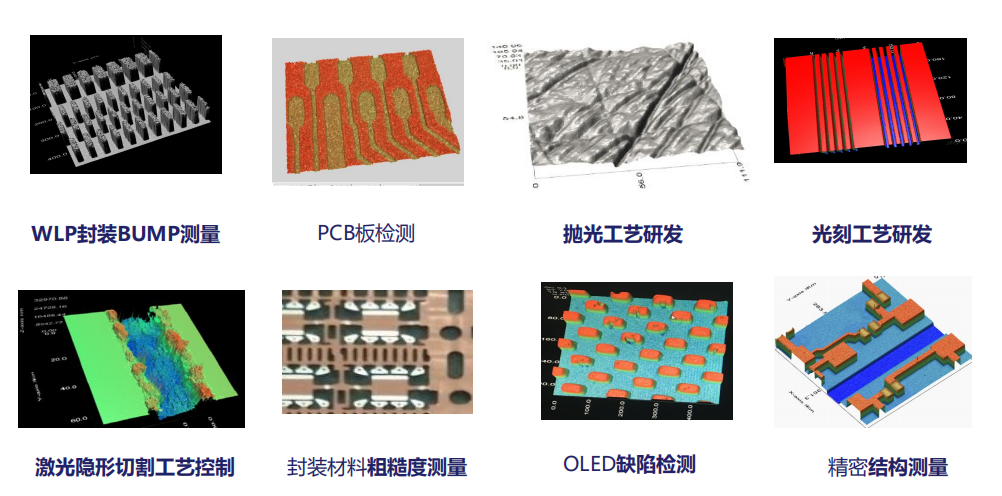
三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓 ,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。 3D轮廓仪有哪些应用轮廓仪在晶圆的IC封装中的应用。
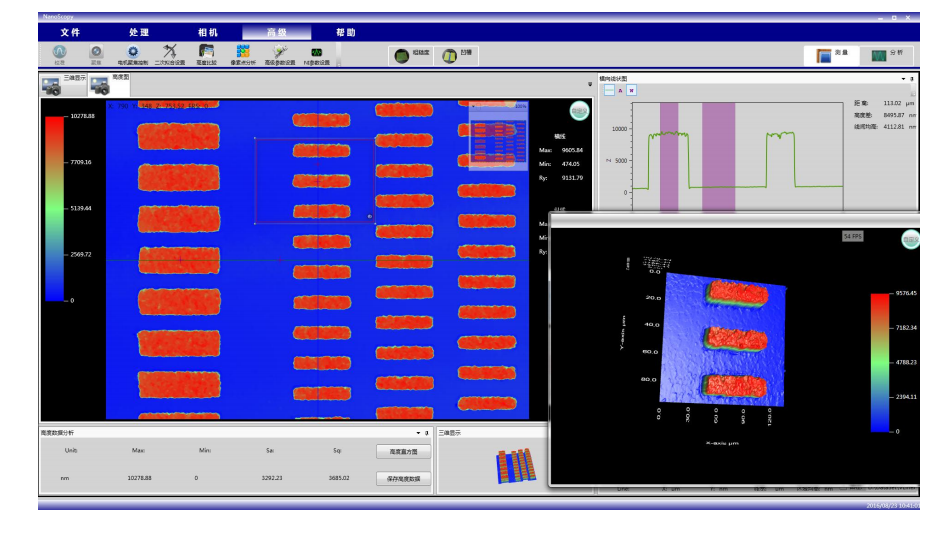
轮廓仪对所测样品的尺寸有何要求?
答:轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围比较大可达10mm,但由于白光干涉仪单次测量区域比较小(以10X镜头为例,在1mm左右),因而在测量大尺寸的样品时,全检的方式需要进行拼接测量,检测效率会比较低,建议寻找样品表 面的特征位置或抽取若干区域进行抽点检测,以单点或多点反映整个面的粗糙度参数;
4.测量的**小尺寸是否可以达到12mm,或者能够测到更小的尺寸?
如果需要了解更多,请访问官网。
比较椭圆偏振仪和光谱反射仪光谱椭圆偏振仪(SE)和光谱反射仪(SR)都是利用分析反射光确定电介质,半导体,和金属薄膜的厚度和折射率。两者的主要区别在于椭偏仪测量小角度从薄膜反射的光,而光谱反射仪测量从薄膜垂直反射的光。获取反射光谱指南入射光角度的不同造成两种技术在成本,复杂度,和测量能力上的不同。由于椭偏仪的光从一个角度入射,所以一定要分析反射光的偏振和强度,使得椭偏仪对超薄和复杂的薄膜堆有较强的测量能力。然而,偏振分析意味着需要昂贵的精密移动光学仪器。光谱反射仪测量的是垂直光,它忽略偏振效应(绝大多数薄膜都是旋转对称)。因为不涉及任何移动设备,光谱反射仪成为简单低成本的仪器。光谱反射仪可以很容易整合加入更强大透光率分析。从下面表格可以看出,光谱反射仪通常是薄膜厚度超过10um的优先,而椭偏仪侧重薄于10nm的膜厚。在10nm到10um厚度之间,两种技术都可用。而且具有快速,简便,成本低特点的光谱反射仪通常是更好的选择。光谱反射率光谱椭圆偏振仪厚度测量范围1nm-1mm(非金属)-50nm(金属)*-(非金属)-50nm(金属)测量折射率的厚度要求>20nm(非金属)5nm-50nm(金属)>5nm(非金属)>。轮廓仪可用于Oled 特征结构测量,表面粗糙度,外延片表面缺 陷检测,硅片外延表面缺 陷检测。

1.3. 培训计划
在完成系统布线并开始设备安装后,即向甲方和业主介绍整个系统的概况及性能、特点、设备布置情况和相互之间的关系等,让甲方和业主对整个系统有一个***的认识。
在整个系统验收前后,安排有关人员在进行培训。
1.4. 培训形式
公司指派技术人员向相关人员讲解系统的原理、功能、操作及维修保养要点;
向受训学员提供和解释有关设计文件及图纸等资料,使学员对系统的各个方面都能熟练掌握;
针对系统的具体操作一一指导,使相关人员掌握技术要领;
对学员提出的问题进行详细解答;
晶圆的IC制造过程可简单看作是将光罩上的电路图通过UV刻蚀到镀膜和感光层后的硅晶圆上这一过程。原装进口轮廓仪国内用户
支持连接MES系统,数据可导入SPC。ADE轮廓仪技术支持
一、从根源保障物件成品的准确性:
通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,**提高物件在生产加工时的精确度。杜绝因上游的微小误差形成“蝴蝶效应”,造成下游生产加工的更大偏离,**终导致整个生产链更大的损失。
二、提高效率:
智能化检测,全自动测量,检测时只需将物件放置在载物台,然后在检定软件上选择相关参数,即可一键分析批量测量。摈弃传统检测方法耗时耗力,精确度低的缺点,**提高加工效率。 ADE轮廓仪技术支持