灰铁缺陷:铸件加工面一旦产生疏松、缩松则成为废品。疏松首先可能是由于结构不合理而引起的。疏。松、缩松与缩孔一样产生在壁厚较大的部位上.,甚至产生在凹角部位,因为该处是通过相应铸型凸台部份或泥芯进行散热,故该处散热差,金属凝固比较缓慢。对具有30。、或60“或90.张角的Y型试块的对比试验表明、凹角处外缩孔,随张角增大而减小与此同时缩孔减少,而使疏松增加。设计出工艺上合理的结构是获得致密铸件的重要条件之一。但对一个铸件;结构设计员设计时首先考虑的是使用要求;其次才是工艺上的合理性。特别是机床铸件和发动机铸件形状较复杂,结构上的工艺合理性就难以保证了。上海畅晨机械设备有限公司专业致力于精密灰铁球墨铸件。宁波耐磨灰铁球墨铸件生产订做
翻砂是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。在汽车制造过程中,采用铸铁制成毛坯的零件很多,约占全车重量的60%左右,如气缸体、变速器箱体、转向器壳体、后桥壳体、制动鼓、各种支架等。制造铸铁件通常采用砂型。砂型的原料以砂子为主,并与粘结剂、水等混合而成。砂型材料必须具有一定的粘合强度,以便被塑成所需的形状并能抵御高温铁水的冲刷而不会崩塌。为了使砂型内塑成与铸件形状相符的空腔,必须先用木材制成模型,称为木模。炽热的铁水冷却后体积会缩小,因此,木模的尺寸需要在铸件原尺寸的基础上按收缩率加大,需要切削加工的表面相应加厚。空心的铸件需要制成砂芯子和相应的芯子木模(芯盒)。有了木模,就可以翻制空腔砂型。新余精密灰铁球墨铸件报价灰铁球墨铸件的各种系列应用领域还是不一样的。

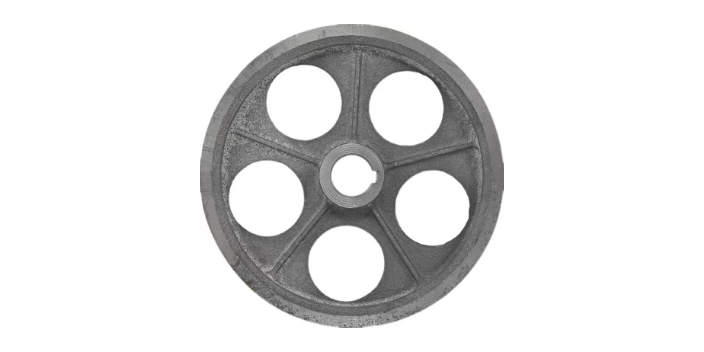
铸铁分类按碳存在的形式分类,铸铁可分为灰口铸铁、白口铸铁和麻口铸铁三大类。1、灰口铸铁中的碳除微量溶入铁素体外,全部或大部以石墨形式存在,因断口呈灰色,故名灰口铸铁;2、白口铸铁中的碳完全以渗碳体的形式存在,断口呈亮白色。白口铸铁很难切削加工,主要作炼钢原料使用。但由于它的硬度和耐磨性高,也可以铸成表面为白口组织的铸件,如轧辊、球磨机的磨球等;3、麻口铸铁中的碳以石墨和渗碳体的混合形式存在,断口呈灰白色。这种铸铁有较大的脆性,工业上很少使用。按铸铁的石墨形态分类为:灰口铸铁可分为普通灰铸铁(石墨呈片状)、蠕墨铸铁(石墨呈蠕虫状)、可锻铸铁(石墨呈团絮状)和球墨铸铁(石墨呈球状)四大类。(还有其他分类方法,工程应用中不常用,就不再赘述)普通灰铸铁:蠕墨铸铁:可锻铸铁:
球墨铸铁是20世纪五十年代发展起来的一种**度铸铁材料,其综合性能接近于钢,正是基于其优异的性能,已成功地用于铸造一些受力复杂,强度、韧性、耐磨性要求较高的零件。球墨铸铁是通过球化和孕育处理得到球状石墨,有效地提高了铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度。
上海畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机、热处理等加工设备;专业生产销售各种齿轮,伞齿轮,斜齿轮,链轮,链条,齿条,蜗轮,蜗杆,同步带轮,皮带盘,丝杆,联轴器,涡轮蜗杆升降器,减速机等系列产品,万余种规格,可对外承接各种机械加工。 上海畅晨机械设备有限公司销售的灰铁球墨铸件质量上乘。

灰铸铁配料1、采用生铁50%,回炉料,30%,废钢20%2、生铁20,回炉料30%,废钢50%,增碳剂1.5% 两种配料方法,在生铁废钢价格相等情况下,1 成本更低一点在得到铸铁性能,如抗拉强度 硬度收缩性 流动性能有什么差别吗 第二方法选用增碳剂是否一定用高温石墨化增碳剂。
畅晨机械设备有限公司是集生产、销售为一体的综合机械加工制造企业,于2010年在上海成立生产基地,2017年投资成立湖北第二生产基地。工厂拥有加工中心、数控车床、滚齿机、插齿机、铣齿机、磨齿机、热处理等加工设备;专业生产销售各种齿轮,伞齿轮,斜齿轮,链轮,链条,齿条,蜗轮,蜗杆,同步带轮,皮带盘,丝杆,联轴器,涡轮蜗杆升降器,减速机等系列产品,万余种规格,可对外承接各种机械加工。 灰铁球墨铸件的不同系列会有不同的优势。烟台大型灰铁球墨铸件加工来图定做
灰铁球墨铸件的特点成为了一个重要因素。宁波耐磨灰铁球墨铸件生产订做
灰铁铸件基本特点是:黏土含量高,水分低,煤粉的加入量也较低。
灰铁铸件高密度造型型砂的基本特点是:黏土含量高,水分低,煤粉的加入量也较低。因此,在配砂时应把握好以下几点。①黏土含量和含泥量。黏土含量高的型砂,随比压升**度也提高,通常有效膨润土控制在7%~10%。型砂中有效黏土和死黏土之和相当于含泥量,含泥量一般控制在12%~16%。含泥量太高或太低均会影响型砂的各项性能指标。②水分。消失模铸件制造型砂中的水分是决定黏土的塑性和黏结力的主要因素。水分太高时,易引起黏土黏结力恶化,型砂的流动性下降,得不到均匀的铸型密度。水分太低时,型砂不易混匀,型砂强度低,脆性大,起模性差,易使铸件产生粘砂缺陷。一般水分应控制在比得到湿压强度峰值时的水分高出10%~20%。③原砂粒度。高密度造型时砂型密度较高,浇注时膨胀大,因此原砂粒度不宜过分集中,原砂颗粒呈圆形或多角形,一般选择三筛砂或四筛砂。 宁波耐磨灰铁球墨铸件生产订做