- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
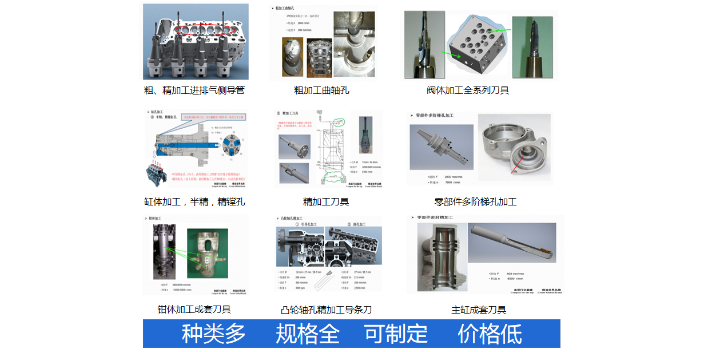
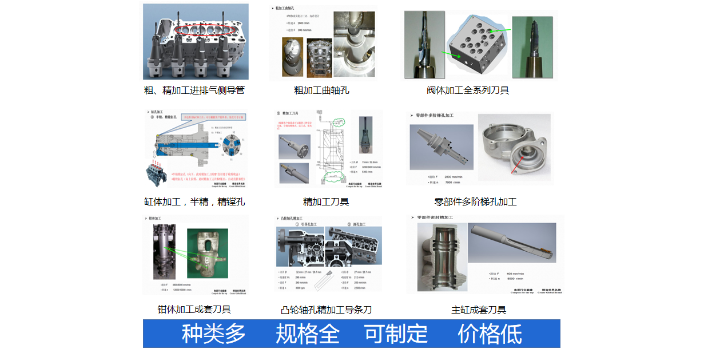
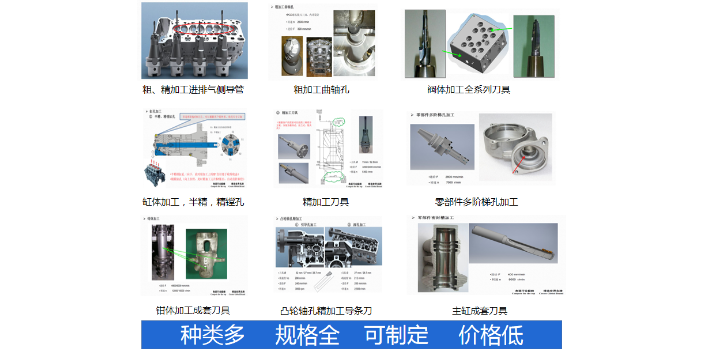
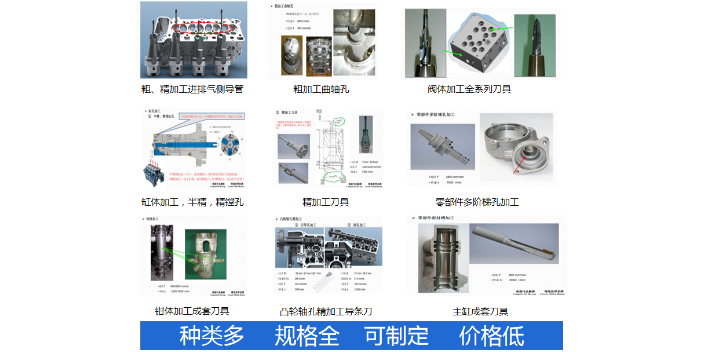
当需求加工更加杂乱的零件时,零件的各种特征要求选用专门的非标刀具解决方案。这一点相同适用于加工简洁的零件,由于非标解决方案能够消除所遇到的生产瓶颈。把非标刀具作为比较好解决方案的场合很多,包含绝大部分的加工规模、材料和行业类型,其多的是能大部分非标刀具的组合式刀具解决方案。这些解决方案通常是以例如标准刀片、刀卡、刀具接口、钻槽、防振体系或刀座夹紧装置的各种组合为根底。具有独特性能的朴实非标刀具占非标刀具总数近四分之一,而相似标准刀具的非标刀具占四分之三。加工过程中,需要对刀具的材质、刀口的几何形状、几何角度等,进行针对性的设计。宿迁转向器壳体刀具非标刀具厂家
如果是表面粗糙度的问题,可以通过变换刃口的几何角度来实现,比如增加前后角的度数,这样会显着提高工件的表面粗糙度。但是如果用户的机床刚性不够,刃口可能变钝但可以提高表面粗糙度,这方面的事情很复杂,需要分析加工现场再下结论。非标刀具顾名思义就是需要非标定制的,当标准刀具无法满足特定加工的时候就需要非标定制了,比如说需要加工的位置比较特殊,或者说需要加工的位置市面上的刀加工不了,不够长,或者标准的刀再需要改斜一点之类的,这时就需要另外想办法,定制特殊刀具了。重庆可转位螺旋刃铣刀非标刀具汽车零部件非标刀具制动钳钻锪刀。
非标刀具的注意事项有一下几种:1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。4、如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结论。5、非标刀具尺寸相差不能太大,一般不要超过2mm,因为尺寸相差太大的话,会引起刀具的槽形发生变化。
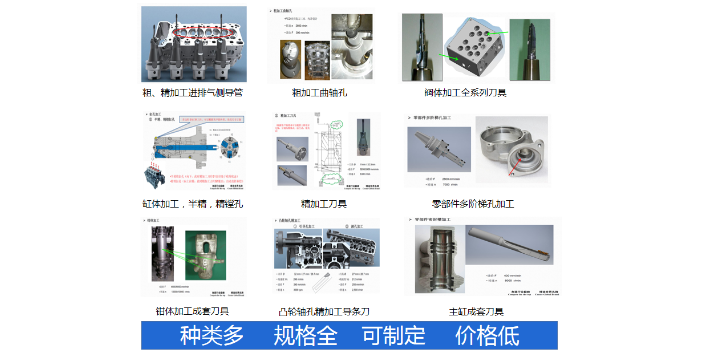
非标刀具运用非常***,种类也非标之多,在这里咱们简略举例部分:1.非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2.整体硬质合金类:非标热熔钻、非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;3.舍弃式刀杆刀盘:非标倒角钻、非标**钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等4.焊接类:铰刀、成型刀、钻头、螺纹刀具等等非标刀具种类比较多,首先根据自己行业以及加工的产品来判断是否需求非标刀具,首先从加工资料上来剖析:钛合金、镁合金、铜合金、高温资料,不锈钢等难加工资料,部分标准刀具底子无法达到加工要求,所以经常需求非标刀具定做,从产品结构剖析:过小的零部件部分需求定做、多台阶的并需求高功率加工需求定做、部分镗孔需求定做、部分螺纹需求定做、部分孔由于要求需求定制相关刀具、薄壁管件连接需求订制特殊规格的热熔钻头、各种异形零件等等都需求。上海每桌实业有限公司,致力于精细刀具订制;公司事务***,一起经营液压夹具、非标刀具、齿轮刀具等多事务;并在业内受拥***好评!汽车零部件非标刀具HUB面铣刀。
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。扬州非标钻锪刀非标刀具定制
加工过程中经常会遇到一些难以用标准刀具进行加工的情况,因此非标刀具的制作对机械切削加工十分重要。宿迁转向器壳体刀具非标刀具厂家
1、玉米铣刀,又称玉米棒铣刀,又叫鳞状铣刀,表面看是密集螺旋网纹状的,槽比较浅,一般都是用于一些功能材料之类的材料加工,特别是像一些碳纤维的卡夫拉材料(像飞机的机翼的外壳之类的)玻璃纤维等复合材料!!整体硬质合金鳞状铣刀,切削刃是由许多切削单元组成,切削刃锋利,从而极大地降低了切削阻力,而且可以实现高速切削,达到了以铣代磨的效果,提高了复合材料的加工效率和表面质量,延长了铣刀的使用寿命。2、波形刃立铣刀。它是在普通高速钢立铣刀的螺旋前刀面的基础上,用**铣夹具将螺旋前刀面再加工成波浪形螺旋面,它与后刀面相交成波浪形切削刃。相邻两波形刃的峰谷沿轴线错开一定距离,使切削宽度***减小,而切削刃的实际切削厚度约增大三倍,切下的切屑窄而厚,降低了切削变形程度,并使切削刃避开表面硬化层而切入工件。波形刃使切削刃各点刃倾角、工作前角以及承担的切削负荷均不相同。而且波形刃使同一端截面内的齿距也不相同。这些因素**减轻了切削力变化的周期性,使切削过程较平稳。铣削气割钢板等粗糙表面的工件,波形刃立铣刀尤其能显示出其优良的切削性能。宿迁转向器壳体刀具非标刀具厂家
上海每卓实业有限公司依托可靠的品质,旗下品牌AKIZ,森泰英格,恒峰,沃尔德以高质量的服务获得广大受众的青睐。旗下AKIZ,森泰英格,恒峰,沃尔德在五金、工具行业拥有一定的地位,品牌价值持续增长,有望成为行业中的佼佼者。同时,企业针对用户,在液压夹具,非标数控刀具,数控刀柄,齿轮刀具等几大领域,提供更多、更丰富的五金、工具产品,进一步为全国更多单位和企业提供更具针对性的五金、工具服务。公司坐落于肖湾路511号2幢3层,业务覆盖于全国多个省市和地区。持续多年业务创收,进一步为当地经济、社会协调发展做出了贡献。
- 上海导条式镗铰刀非标刀具供应商 2024-07-03
- HSK液压刀柄非标刀具多少钱 2024-07-03
- 徐州微调精镗刀非标刀具 2024-07-03
- 苏州成型组合铣刀非标刀具定制 2024-07-03
- 变速箱阀板刀具非标刀具供应商 2024-07-02
- 连云港微调精镗刀非标刀具厂家 2024-07-02
- 湖南液压螺母非标刀具供应商 2024-07-02
- 苏州定做非标刀具 2024-07-02
- 南通微调精镗刀非标刀具供应商 2024-07-02
- 湖南液压螺母非标刀具 2024-07-02
- 南京变速箱阀板刀具非标刀具 2024-07-02
- 山东非标螺纹刀具非标刀具厂家 2024-07-02