- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
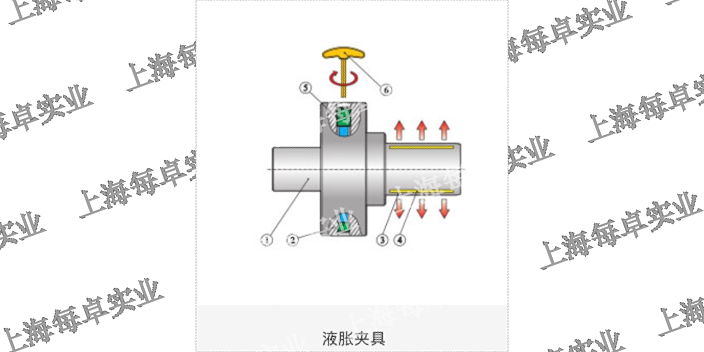
液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。液压夹具液压夹具设计编辑不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。液压夹具液压夹具应用编辑恩派克液压夹具为各种加工过程提供强大的夹紧与定位力。恩派克油缸在自动化加工过程中用来冲孔和夹紧。支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,恩派克油缸都能提供夹紧与支撑力来促进世界的进步。恩派克动力源可以为夹紧工件提供源源不断的动力。结合新工艺和严格质量要求的元件,以及品种为齐全的附件,恩派克动力源被设计成可适合任何一种应用场合。夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。福建磨床砂轮杆液压夹具涂层
一种用于盘式制动器缸体加工的楔形夹紧液压夹具,其特征在于:包括底座,底座顶部设有在竖直方向上对工件对应表面限位支撑的垫块,底座上于所述垫块的四周设有用于在水平方向上对工件侧面限位夹紧的水平夹持部件,水平夹持部件由沿横向、纵向相对间隔设置的成对的限位挡块与活动夹紧装置构成,各限位挡块固定在底座上,各活动夹紧装置包括驱动油缸和驱动油缸的活塞杆上传动连接的与对应的限位挡块相对设置的定位部分,活动夹紧装置中的其中至少一个为楔形活动夹紧装置,楔形活动夹紧装置的定位部分由竖向伸缩的夹紧油缸驱动的楔形块构成,楔形活动夹紧装置还包括与楔形块并列设置的固定在底座上的楔形夹紧支座,楔形夹紧支座和楔形块的相对面上具有滑动配合的、用于对楔形块施加朝向限位挡块方向的侧向力的楔形面,楔形块与相对应的限位挡块的相对面上具有用于夹紧工件的定位面。浙江磨床砂轮杆液压夹具怎么样工件采用两端台阶孔定位,工件从一端装入夹具后,再装入变径卡簧。

工装夹具生产的应用,1.按照夹具的应用范围分: (1)通用夹具:通用夹具是结构已经标准化,有较大适用范围的夹具,例如,车床用的三爪卡盘和四爪卡盘,铣床用的平口钳及分度头等。(2)专用机床夹具:专用机床夹具是针对某一工件的某道工序专门设计制造的夹具。专用机床夹具适于在产品相对稳定、产量较大的场合应用。(3)组合夹具: 组合夹具是用一套预先制造好的标准元件和合件组装而成的夹具。组合夹具结构灵活多变,设计和组装周期短,夹具零部件能长期重复使用,适于在多品种单件小批生产或新产品试制等场合应用。(4)成组夹具:成组夹具是在采用成组加工时,为每个零件组设计制造的夹具,当改换加工同组内另一种零件时,只需调整或更换夹具上的个别元件,即可进行加工。适于在多品种、中小批生产中应用。
液压螺母在运用的时分不会受到光滑或许摩擦力巨细的影响,这样就能够确保有愈加精确的载荷。液压螺母在运用的时分能够运用好几个螺栓进行一起的拉伸,这样能够确保咱们的整个螺栓收到的力是非常均匀的。液压螺母在制造的过程中采用先进的液压技术,因此在运用的时分不受空间的约束,及时是很小的空间也能工作,能够很精细的完成对螺栓的锁紧工作。;液压螺母在运用的时分对螺栓进行拉伸的时分比力矩的方式更好,咱们能够得到跟多的剩余载荷以及有效的载荷,因此运用液压螺母越加普遍。液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。
数控铣削夹具的选用原则-在选用夹具时,通常需要考虑产品的生产批量,生产效率,质量保证及经济性。1.在生产量小或研制时,应采用组合夹具,只有在组合夹具无法解决工件装夹时才考虑采用其他夹具。2.小批量或成批生产时可考虑采用夹具,但应尽量简单。3.在生产批量较大时可考虑采用多工位夹具和气动,液压夹具。对夹具的基本要求--实际上加工中心加工时一般不用很复杂的夹具,只要求有简单的定位、夹紧机构就可以了,气设计原理也与通用铣床夹具相同。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位。常州磨床砂轮杆液压夹具加工
液压夹具系重要特点是可实现非常高的定位精度。关键在于夹紧力在定位和夹紧过程中保持恒定不变。福建磨床砂轮杆液压夹具涂层
夹具要求-1.为保持工件在本工序中所有需要完成的待加工面充分暴露在外,夹具要做到尽可能开敞,因此夹紧机构元件与加工面之间应保持一定的安全距离,同时要求夹紧机构元件能低则低,以防止夹具与加工中心主轴套筒或刀套,刃具在加工过程中发生碰撞。2.为保持零件安装方位与机床坐标系及编程坐标系方向的一致性,夹具应能保证在机床上实现定向安装,还要求协调零件定位面与机床之间保持一定的坐标联系。3.夹具的刚性与稳定性要好。尽量不采用在加工过程中更换夹紧点的设计,当非要在加工过程中更换夹紧点不可时,要特别注意不能因更换夹紧点而破坏夹具或工件定位精度。福建磨床砂轮杆液压夹具涂层
- 安徽液胀夹具液压夹具 2024-07-07
- 普陀区组合液压夹具 2024-07-07
- 重庆磨齿机夹具液压夹具 2024-07-07
- 安徽液压卡盘夹具液压夹具 2024-07-07
- 浙江液压卡盘夹具液压夹具销售 2024-07-07
- 上海内胀夹具液压夹具 2024-07-06
- 四川变径卡簧液压夹具 2024-07-06
- 组合液压夹具厂家供应 2024-07-06
- 江苏液压卡盘夹具液压夹具联系方式 2024-07-06
- 浦东新区定制液压夹具 2024-07-06
- 浦东新区螺伞锥齿液压夹具 2024-07-06
- 上海定制液压夹具 2024-07-06