- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
非标刀具磨损情况判断:1.如果在加工过程中,呈现断续的无规则火星,那么阐明非标刀具存在磨损,需求替换。2.看铁屑色彩,铁屑色彩改变,阐明加工温度改变,可能是非标刀具磨损。3.看铁屑形状,铁屑两侧呈现锯齿状,铁屑不正常卷曲,铁屑碎末化这些现象都是判断非标刀具磨损的依据。4.看工件表面,呈现光亮痕迹,但粗糙度并和尺寸并没有大的改变,这阐明非标刀具参数现已磨损。5.听声音,加工震动加重,非标刀具加工时异响频发,这就需求及时替换刀具。标准件一般是固定的尺寸大小。非标件则是,需要针对不同位置的零件,设计不同的大小类型。扬州非标刀具定做
1、玉米铣刀,又称玉米棒铣刀,又叫鳞状铣刀,表面看是密集螺旋网纹状的,槽比较浅,一般都是用于一些功能材料之类的材料加工,特别是像一些碳纤维的卡夫拉材料(像飞机的机翼的外壳之类的)玻璃纤维等复合材料!!整体硬质合金鳞状铣刀,切削刃是由许多切削单元组成,切削刃锋利,从而极大地降低了切削阻力,而且可以实现高速切削,达到了以铣代磨的效果,提高了复合材料的加工效率和表面质量,延长了铣刀的使用寿命。2、波形刃立铣刀。它是在普通高速钢立铣刀的螺旋前刀面的基础上,用**铣夹具将螺旋前刀面再加工成波浪形螺旋面,它与后刀面相交成波浪形切削刃。相邻两波形刃的峰谷沿轴线错开一定距离,使切削宽度***减小,而切削刃的实际切削厚度约增大三倍,切下的切屑窄而厚,降低了切削变形程度,并使切削刃避开表面硬化层而切入工件。波形刃使切削刃各点刃倾角、工作前角以及承担的切削负荷均不相同。而且波形刃使同一端截面内的齿距也不相同。这些因素**减轻了切削力变化的周期性,使切削过程较平稳。铣削气割钢板等粗糙表面的工件,波形刃立铣刀尤其能显示出其优良的切削性能。泰州转向节刀具非标刀具厂家非标刀具可加工异形工件,提高生产效率。

刀具规格常见的错误是所选的车刀规格太小,铣刀规格太规格的车刀刚性更佳;而大规格的铣刀不仅价格更高,且空切时间更长。总体而言,大规格的刀具价格高于小规格刀具。选择可换刀片式还是重新修磨式刀具遵循的原则很简单:尽量避免修磨刀具。除了少数钻头和端面铣刀外,条件允许下,尽量选择可换刀片式或可换刀头式刀具。这会为你节省劳动力开支,同时获得稳定的加工效果。上海每卓实业有限公司从事刀具销售,技术服务管理已经近多年 ,有着非常丰富的经验,目前有专业的团队、专业的技术、专业的售后服务,深受往来客户的好评,是一家集设计、开发、销售一体的企业。
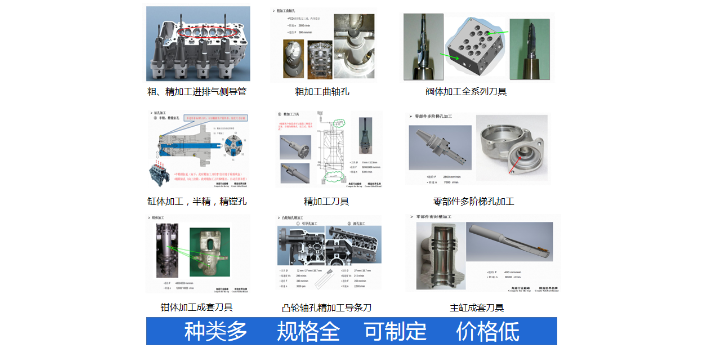
非标刀具更能反映刀具供应商的水平,实力比较强的供应商一般总是能够提供比较强的非标产品服务,因为非标刀具的提供需要一个很强的服务链,从**初的销售工程师,到技术支持,再到项目小组,行业**,一直到生产部门和售后服务,这是一个非常完整的服务链,如果没有一个强大的技术支持,非标产品的提供是比较难的。随着现在工业的发展,供应商怎么为客户提供有针对性的服务,显的越发的重要。客户要生产新产品,相应的就会需要有新的刀具去适应它,这些新的产品不一定是在标准系列里,产品在发展,刀具也在发展;另一方面,现在刀具供应商提倡为客户提供“量体裁衣”式的服务,要为客户的产品加工提供比较好的解决方案,这就必然会有度身定制的非标刀具产品,这就需要刀具供应商在非标方面提供很好的技术服务。汽车零部件非标刀具排气管成型铣刀。
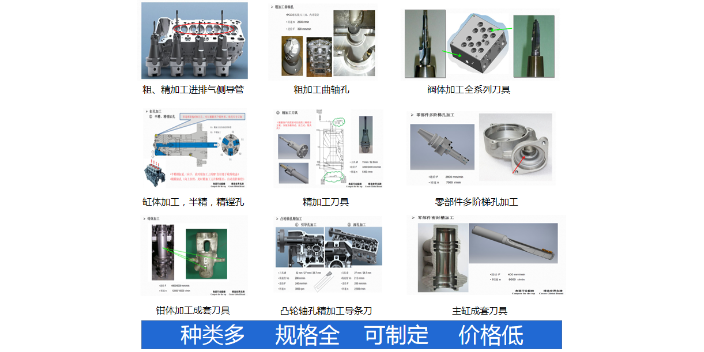
非标刀具加工规划和加工过程中,有许多问题需要注意:刀具的几何形状较为杂乱,在热处理时,刀具容易产生弯曲、变形,或者是部分的应力集中,这就应该在规划时就注意防止容易产生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶规划等。如是长径比较大的细长件,则在热处理过程中,每经一次淬火和回火就需查看和校直以操控其变形量和跳动。刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到轰动较大或加工扭矩较大时,刀具就会产生折断,这在运用常规刀具的加工中,往往不会形成很大的损害,因为刀具断了能够替换,但在运用非标刀具的加工中,由于替换的可能性不大,因此一旦产生刀具折断,会引起的一系列问题,如交货延期等,会形成运用方的极大丢失。汽车零部件非标刀具转向节支耳双面铣刀。扬州非标刀具定做
非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。扬州非标刀具定做
使用钻头需要注意:1.钻头应装在特制的包装盒里,避免振动相互碰撞。2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些数控钻床使用定位环某些数控钻床则不使用定位环,PCBAOEM代工代料如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。6。要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。扬州非标刀具定做
- 苏州砂轮杆非标刀具定制 2024-07-04
- 南京汽车零部件刀具非标刀具 2024-07-04
- 宿迁发动机缸体刀具非标刀具定制 2024-07-03
- 上海导条式镗铰刀非标刀具供应商 2024-07-03
- HSK液压刀柄非标刀具多少钱 2024-07-03
- 南通导条式镗铰刀非标刀具定制 2024-07-03
- 徐州微调精镗刀非标刀具 2024-07-03
- 苏州制动钳刀具非标刀具 2024-07-03
- 苏州成型组合铣刀非标刀具定制 2024-07-03
- 苏州非标刀具定做 2024-07-03
- 常州成型组合铣刀非标刀具厂家 2024-07-03
- 变速箱阀板刀具非标刀具供应商 2024-07-02


