不锈钢封头使用的注意点1、测量封头的外周长。若事先开展筒体加工,请向生产工厂询问预订封头外周长的尺寸;2、请将封头外周长4等分,并在筒体和封头上搞好标识;3、将封头和筒体开展定位焊接,定位焊接的定位点请客户依据直径和厚度自选;4、定位点定位焊结束后,开展焊接。304不锈钢封头的制作工艺:不锈钢封头是将大于封头直径的管坯,压扁约至封头直径的尺寸,在拉伸支管的部位开一个孔;管还经加热,放入成形模中,并在管坏内装入拉伸支管的冲模:不锈钢封头在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坏的径向压缩和支管部位的拉伸过程而成形。不锈钢封头与液压胀形封头不同的是,热压封头支管的金属是由管坏的径向运动进行补偿的,所以也称为径向补偿工艺.304不锈钢封头由于采用加热后压制封头,材料成形所需要的设备吨位降低。热压封头对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料,特别是大直径和管整偏厚的封头,通常采用这种成形工艺。封头投入作业以前要检验设计是否符合设计要求,达到其本的安装条件。然后安装完成后要将作业现场清理干净整洁,完成主结构的验收。 锥形封头设备,就选温州浩邦金属制品有限公司,有需求可以来电咨询!河南焊接锥形封头尺寸
制造封头的注意事项:无论从事哪一项工作,首先要注意的就是安全,其实就是在产品生产当中的关于相关的产品一些注意事项,温州浩邦封头厂在封头行业已立足十余年,也将封头制造的相关注意事项告诉大家:1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合国家压力容器安全监察机构有关法规要求的质量体系,以保证封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头,不得采用硬印作为材料的确认标记和焊工标志。 黑龙江316L锥形封头厂家直销锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,欢迎新老客户来电!

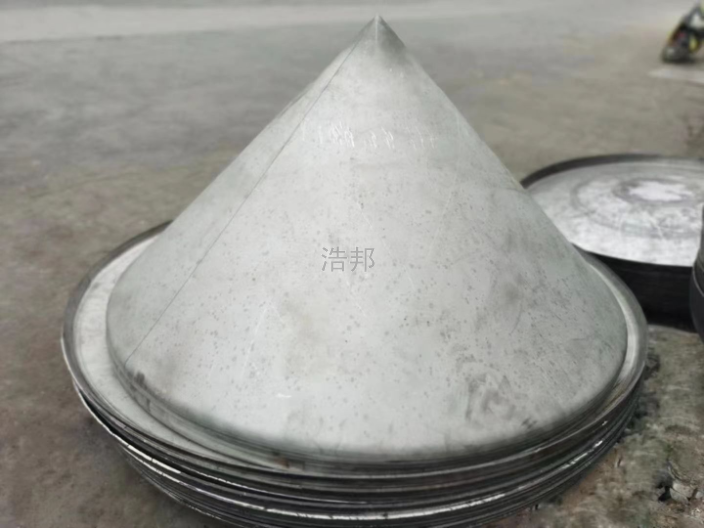
锥形封头的制作方法有多种,其中较为常见的包括:1.锻造法:通过高温锻造,将金属材料制成锥形封头的形状。此方法制得的封头质量较好,但成本较高。2.旋压法:利用旋压机将金属材料逐点压制成锥形封头的形状。此方法成本较低,但制得的封头质量相对较差。3.焊接法:将金属板材拼接成锥形封头的形状,然后进行焊接。此方法适用于大型锥形封头的制作。锥形封头的主要应用场景包括:1.压力容器:锥形封头广泛应用于石油、化工、食品等行业的压力容器中,如储罐、反应釜等。2.管道连接:锥形封头也可用于管道的连接处,起到密封作用,保证管道的安全运行。3.其他领域:锥形封头还可应用于制冷、环保、能源等其他领域。尽管锥形封头具有许多优点,但在某些情况下,它也可能存在一些缺点,如加工难度较大、应力集中等。因此,在实际应用中,我们需要根据具体情况选择合适的封头类型。
锥形封头在制造行业中的运用是十分普遍的,无论是在轻工行业中还是在工业中,锥形封头的应用是无处不在的,可是还有很多好朋友针对锥形封头的掌握并不是非常清晰,下面小编来给大伙儿关键详细介绍下锥形封头在结构层面的设计,及其怎样生产加工既简单又便捷。锥形封头在全部设计上,应当达到的是抗压强度其次是弯曲刚度,在这里两方面都合理达到的前提的情况下,应当尽可能的减少自己的自重,节省金属的应用等,而在全部结构上需要重视简易美观大方的设计,还有便是有利于生产制造和生产加工,在结构是设计上,锥形封头,耐高温耐腐蚀,韧性好,先进的生产工艺,锥形封头,出严格检验,导热性好,安装便捷。买封头,找浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。 温州浩邦金属制品有限公司为您提供 锥形封头设备,有想法可以来我司咨询!

锥形封头有两种无折边和折边封头,压力容器锥形封头、有下面两种不同的设计计算方法。无折边锥形封头或锥形筒体适用于锥体半顶角a≤30°。锥体大端与圆筒连接时,应按以下步骤确定连接处锥壳大端的厚度:确定锥壳大端连接处的加强图以p/([s]tj)与半顶角a的值,查确定锥壳大端连接处的加强图:当其交点位于曲线之上方时,不必局部加强;当其交点位于曲线下方时,则需要局部加强;无需加强时,锥体大端壁厚按式(4-36)计算;对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内。需要增加厚度予以加强时,则应在锥壳与圆筒之间设置加强段,锥形封头,锥壳和圆筒加强段厚度须相同,加强段计算壁厚计算式中Q-应力增值系数,与p/([s]tj)与a值有关,压力容器锥形封头,由锥壳大端连接处的Q值图查出,锥壳大端连接处的Q值图中间值用内插法。加强区长度,锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。锥形锥形封头局部薄膜应力可能会呈现超出其边缘效应的散布规模,因此为了确保安全,取应力强度操控在以内。 温州浩邦金属制品有限公司致力于提供 锥形封头设备,欢迎新老客户来电!吉林气罐锥形封头源头工厂
锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有想法的不要错过哦!河南焊接锥形封头尺寸
无折边锥形封头就是一段圆锥体,由于锥体与筒体直接连接,连接处壳体形状突变而不连续,产生较大的局部应力,这一应力的取决于锥体半顶角α的大小,α越大,应力越大;反之则小。对无折边锥形封头作了如下三点限制:(1)无折边锥形封头只适用于锥体半顶角α≤30°的情况;(2)当α>30°时则须采用折边锥体的型式,否则必须用应力分析方法进行计算;(3)无折边锥形封头连接处的对接焊缝必须采用全焊透结构。2、折边锥形封头包括圆锥体、折边和圆筒体三个部分,多用于锥体半顶角α>30°的场合。因α越大锥体应力越大,所需壁厚也越大,加工就越困难。所以,除非特殊需要,带折边锥形封头的半顶角一般不大于45°。此外,折边的内半径r越大,封头受力状态越好,折边内半径r应不小于锥体大端内径dn的10%及锥体厚度的3倍无折边锥形封头一般应用于容器两端,而折边锥形封头一般焊接于两公称直径不同的筒体中间,使两公称直径不同的筒体连为一体!另不同意一楼所说的"因为折边后的焊接是直边的对接",折边锥形封头分为单折边锥形封头和双折边锥形封头,单折边锥形封头有一边并非直边对接,与其相对接的筒节或其它壳体是有一定角度的!河南焊接锥形封头尺寸





