下面我们来说一下碳钢锥形封头出现裂纹的原因吧!1、化学成分的影响依据相关资料公式盘算可知316,310的△值分别为+、+。2、加工变形量的影响封头在冷旋压进程中,资料的变形量较大翻边部位可达百分之40以上依据相关资料介绍Cr-Ni不锈钢冷加工对导磁率的影响发生马氏体组织的含量随化学成分的增加而削减随冷加工变形率的变大而增加。3、焊接的影响在等强度原则下选用焊接工艺焊接热影响区的晶粒长大使其塑性下降焊接缺陷中的尖锐缺口在旋压进程中被拉裂,都使其机能低于母材而首先发生裂纹。解决方法:1、提升化学成分即在不改酿成形工艺的情况下可改用更好的资料。2、提高封头的加工温度实行温旋压工艺。3、改变应变巨细依据资料介绍即从Cr-Ni不锈钢冷加工对到导磁率的影响可以看出在变形量百分之。可以在变形较大区域增加压制次数,控制每次变形量在百分之。4、热处置固溶处置能消除马氏体恢复机能。5、提高焊接质量在旋制进步行探伤检查消除内外部缺陷。选用适合的焊接工艺,提高焊接接头力学机能减小热影响区。 锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,期待您的光临!西藏2205锥形封头标准

锥形封头制造有哪些工艺:1.是进料—理化—下料—热锻成型—热处理—查验—精加工—制品查验—标识—制品查验。运用锥形封头,由于它的形状为锥体,其主体部分在内压作用下,薄膜应力发生在大端。锥体和圆筒部分联接处,由于几何不连续性,曲率半径骤变,因此该处会发生较大的横向推力,引起较大边缘应力,容易发生弯曲,因此需求加强。关于锥形锥形封头的大端。。2总则封头的制造除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、和其它相应规程和图样及工艺文件的要求。3材料,并附有钢板生产单位的钢材质量证明书和确认标记。、二类及无类压力容器的封头的材料质量证明书项目齐全,实物标志清楚,可不复验。若材料质量证明书项目不齐全或齐全但实物标志不清楚者,必须复验合格。,并与实物标志相符,且经本公司复验合格。4制造检验流程。,如需拼接时,锥形封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度的3倍,且不小于100㎜。当封头由瓣片和顶圆板拼接制成时,接头方向只允许是径向和环向的,中心顶圆板直径应小于1/2DN。,不得拼接。(外协成形封头下料尺寸按外协厂家要求)划线。 福建折边锥形封头标准温州浩邦金属制品有限公司致力于提供 锥形封头设备,欢迎您的来电!

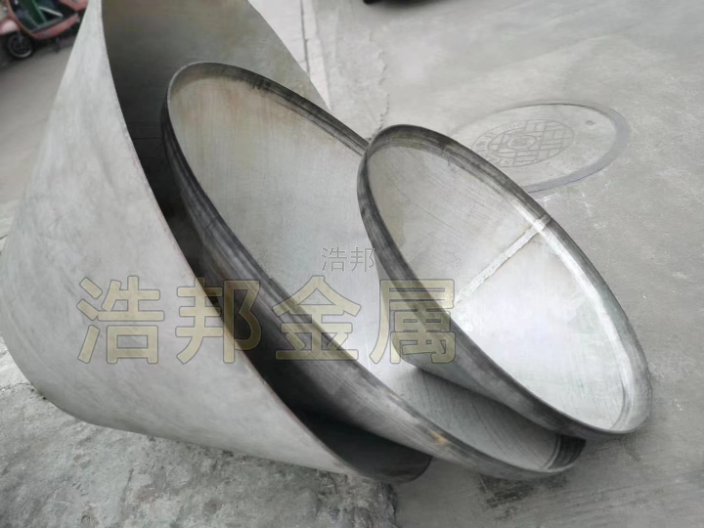
折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。折边锥形封头大端冲压翻边如图。将待翻边的坯锥置于压机上模与下模之间,上模及下模的形状与锥形封头折边的形状相同;下模为一般的封头冲压模,直径略大于折边锥形封头的大端外径。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。
锥形封头制作工艺:1—上模;2—工件;3—下模将待翻边的坯锥置于压机下模与压边圈之间,下模及压边圈的形状与锥形封头折边的形状相同;上模为一般的封头冲压模,直径与折边锥形封头的小端内径相同。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。1—上模;2—压边圈;3—毛坯整体冲压翻边的优点是生产效率高,适用的壁厚范围较大,批量生产成本低。缺点是模具造价高,加工困难,因锥形封头规格不同而使模具数量增多,单件生产时,会因模具的加工使制造成本大幅增加。随着锥形封头规格的加大,成本提高,且需要大吨位的压机。在极特殊情况下,两端折边锥形封头(包括变径段)采用整体冲压成形,整张板(可接板)环形下料,利用上模和下模,先冲压坯锥大端,然后冲压小端。大端、小端均需多次冲压翻边,小端翻边难度较大。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。温州浩邦金属制品有限公司致力于提供 锥形封头设备,欢迎新老客户来电!
不锈钢锥形封头的检验重点:1.针对不锈钢封头原材料的检验。首先要检验关于材料质量的证明文件。材料的质量是否过关以及对否符合标准。2.封头实物的检验。①外观尺寸一定要符合订货方的需求,其材料表面的标识需要喷码标注,如材料标准、批号场次、材料的材质缩写等正。②所用材料需要经过固溶退火酸洗的处理,保证其表面没有明显瑕疵和缺陷,比如说裂纹、划伤、分层等。3.封头不锈钢板的下料。封头不锈钢板的切割方式可以采取剪板机剪切、激光或者是等离子切割,或者使用火焰切割下料。4.材料的堆放。与其他的材料存放不同,不锈钢材料的摆放要与碳钢材料隔离开来,存放的时候要按照不锈钢的产出规格、产出批次以及材质分类存放在室内。5.板材焊接。在检验的时候需要查看封头的板材焊接是否符合标准、是否存在瑕疵等。温州浩邦金属制品有限公司为您提供 锥形封头设备,期待您的光临!西藏镜面锥形封头源头工厂
温州浩邦金属制品有限公司致力于提供 锥形封头设备,有想法的可以来电咨询!西藏2205锥形封头标准
锥形封头的封头是容器的一部分,通过焊接与园柱体相连,按形状不同,可分为球形、椭园形、碟形、球帽、锥壳、平盖,其中球形、椭圆形、碟形、球帽形封头统称为凸头。谁形头分为对焊头和承插悍头。用于各种容器设备,如储罐、换热器、塔、反应器、锅炉和分离设备等。特点是在介质通过时能均匀地改变速度,便于卸载粘性液体和含有固体颗拉的物料,但机械性能较差,连接处形状突变引起的应力不连续与气缸或管道较大。封头生产厂家为减少不连续应力,谁壳的大端或小端可采用折边结构或圆聊过渡的局部加厚结构。推头的用途:在维头主体谁体的内压作用下,在大端产生较大的油膜应力。在圆维和圆样的交界处,由于几何不连续和曲率半径的突变该处会产生很大的横向推力,会产生很大的边缘应力,容易弯曲,因此需要得到加强。同时,头部锥形不锈钢头部的局部薄膜应力可能会出现在其边缘效应分布范围之外。因此,为确保安全,应将应力强度控制在之内。对于封头大端,加强段的厚度在任何情况下均不得小于连接维体的厚度,对于小端,加强段的厚度在任情况下均不得小于连接谁壳的厚度。 西藏2205锥形封头标准




