2.不锈钢封头价格为什么相差这么多:但是像东特之类的钢板,材料较硬,虽然拿来可以卷制桶体一类,但是在冲压这块就不太理想,而宝钢与东特,两个产地的钢板,材料一吨相差几百元,虽然都是304材质的。原材料的成本也是决定封头的价格相差的原因。三、封头加工工艺成本江苏张家港有位客户前面找到我们,急需要一个1800的封头,因为前面在别处定的货,因为焊缝原因,导致不能使用,现在又等着要出货,所以一定要现货。看到客户发来的图片,焊缝处高低严重不平,抛光之后,很明显的痕迹,又是出口的产品,直接影响了产品的美观,会严重的影响他们公司的声誉,所以这样的产品也只能做报废处理,客户说:花钱买了个废品回去!导致这种现象产生的原因,也就是在加工时工艺不对,如焊缝处理,道需要先用压鼓机将焊疤打磨掉,再将焊缝处处理一下,然后再进行冲压,还需要再精磨一次,而很多厂家,往往打磨一次就不再加工了,所以焊缝处理得非常粗糙,所以无论是时间,还是工艺方便,这些也都决定了封头价格不一样。现在的行情竞争如此激烈,利润已经白热化了,老话说得好,一分钱一分货,便宜无好货!不管是买封头还是其它的东西也好,只有自己多掂量掂量。温州浩邦金属制品有限公司致力于提供锥形封头设备,竭诚为您设备。贵州310S锥形封头制造厂家

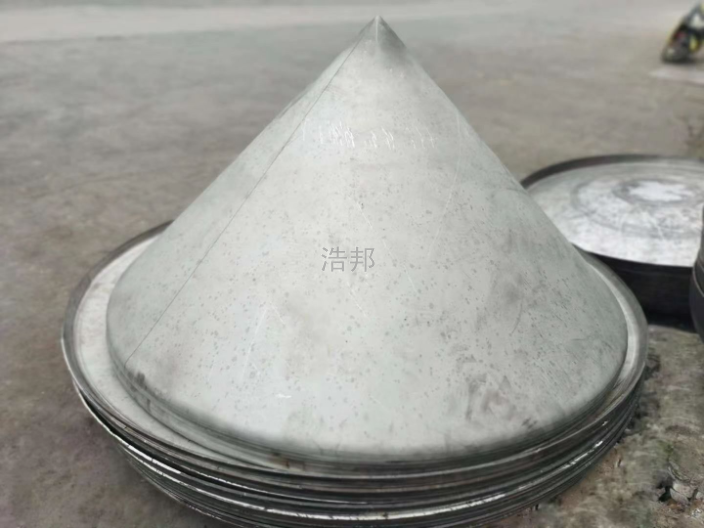
锥形封头的封头是容器的一部分,通过焊接与园柱体相连,按形状不同,可分为球形、椭园形、碟形、球帽、锥壳、平盖,其中球形、椭圆形、碟形、球帽形封头统称为凸头。谁形头分为对焊头和承插悍头。用于各种容器设备,如储罐、换热器、塔、反应器、锅炉和分离设备等。特点是在介质通过时能均匀地改变速度,便于卸载粘性液体和含有固体颗拉的物料,但机械性能较差,连接处形状突变引起的应力不连续与气缸或管道较大。封头生产厂家为减少不连续应力,谁壳的大端或小端可采用折边结构或圆聊过渡的局部加厚结构。推头的用途:在维头主体谁体的内压作用下,在大端产生较大的油膜应力。在圆维和圆样的交界处,由于几何不连续和曲率半径的突变该处会产生很大的横向推力,会产生很大的边缘应力,容易弯曲,因此需要得到加强。同时,头部锥形不锈钢头部的局部薄膜应力可能会出现在其边缘效应分布范围之外。因此,为确保安全,应将应力强度控制在之内。对于封头大端,加强段的厚度在任何情况下均不得小于连接维体的厚度,对于小端,加强段的厚度在任情况下均不得小于连接谁壳的厚度。江苏罐体锥形封头标准对焊锥形封头设备,就选温州浩邦金属制品有限公司,有需要可以联系我司哦!

不锈钢封头运输时表面要如何处理防护:对于很多初次跟浩邦合作封头的客户,往往在发货前,一定会特别交待,千万要打包好,别让物流弄坏了,以前出现过什么问题,怎么样的。虽然封头是个铁疙瘩,不容易弄坏,但是再好再牢固的东西也会有意外的情况发生,所以表面的防护是一定要做到位的,这样也能让我们的产品做到锦上添花的效果。不过封头这个特殊件产品,无论是包装,还是运输,都有不同的问题,小口径封头直接用编织袋打包即可,但是遇上大口径封头,一般是怎么处理的呢?因为口径较大,物流无法直接装车,需要用到叉车,行车等工具才可以装封头装上货车上面,所以一般只需要将封头的底部护住,防止叉车将底部刮花就可以。这个是发往国内封头一般这样发货即可。那如果封头需要出口的话,运输时要如何处理呢?因为是出口产品,所以在包装上面有非常严格的要求,比如,托盘或木箱,一定是需要熏蒸,或者表面有保鲜膜等将产品包装完整,因为路途较远,运费成本也较高,如果包装不当,造成封头产品损坏,那么运费的成本可能会比封头的成本更高了,所以一定要非常注意各项小细节问题。
折边锥形封头的成形折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,用设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1.整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。无折边锥形封头成型方便,价格相对便宜,折边处的局部应力水平大,折边锥形封头成型复杂,是一个双曲率的成型,价格相对比较贵,因为折边后的焊接是直边的对接,在折边处应力分布相对比较好,应力水平低无折边锥形封头就是一段圆锥体,由于锥体与筒体直接连接,连接处壳体形状突变而不连续,产生较大的局部应力,这一应力的取决于锥体半顶角α的大小,α越大,应力越大;反之则小。《设计规定》对无折边锥形封头作了如下限制:无折边锥形封头只适用于锥体半顶角α≤30°的情况;当α30°时则须采用折边锥体的型式,否则用应力分析方法进行计算。温州浩邦金属制品有限公司为您提供 对焊锥形封头设备,有需求可以来电咨询!
封头的酸洗操作步骤及作业标准封头类产品加工生产中,其中有一道工序叫做酸洗。之所以要进行酸洗,主要是希望通过这一到工序来将成型封头表面的焊渣、熔渣、油污及氧化皮等污物清洗干净。那么,具体的酸洗步骤该如何进行呢?在酸洗操作过程中,具体的检验标准又是什么呢?接下来我们来了解一下具体的酸洗操作步骤:1、先根据待处理的封头产品情况,确定具体的工艺流程;2、工作时,戴好劳保物品,将酸液均匀涂满产品的外表面,进行初步清洗;3、结束后,大量使用大量清水进行冲洗。在表面形成一层钝化膜;4、检查污物是否处理干净,凡是不符合要求的产品,要及时进行返工。酸洗作业的具体参照标准:,工作人员首先是参照工艺卡内容,和实物对照确认封头产品的具体材质,数量,炉批号,指令号,单件号,检查有无鼓包,裂纹等缺陷;第二,穿戴好劳保用品,配置好酸洗液,将配制好的酸洗液均匀的涂在产品表面;第三,切记,酸洗过程中不得有明显的腐蚀痕迹;第四,氧化皮彻底去除,焊缝热影响区域及热加工封头表面不得有氧化色。同时还要注意,在加工封头产品的时候,其焊缝中的飞溅物以及熔渣等杂质必须要彻底清理干净。温州浩邦金属制品有限公司为您提供 对焊锥形封头设备,欢迎新老客户来电!甘肃模压锥形封头标准
温州浩邦金属制品有限公司是一家专业提供 对焊锥形封头设备的公司,有想法可以来我司咨询!贵州310S锥形封头制造厂家
在选用锥形封头的时候有什么要求:一、看封头整体均匀度封头应用于各类压力容器,一般而言,封头厚度有固定数值,但均匀程度影响承压能力,薄厚均匀的封头承压能力更好。为达到这一点,浩邦封头在原料选择上严格把关,采用厚度、平整度符合标准的材料。在生产方面,四达封头拥有较为齐全的模具种类,各类封头生产经验丰富,技艺娴熟,质量把控严格,大部分封头产品可一次成型,均匀度良好。2二、看封头表面光滑度很多人会认为,封头只要质量好就行,美观没有太大的意义。但其实,美观也是质量好的一种表现。如果封头表面不光滑平整,或存在细小裂纹,在后续使用过程中,裂纹很可能在压力下不断增大,造成安全隐患,影响使用寿命。体积小的封头采用整块钢板就可以解决这一问题,但如果封头体积较大,很难有直接满足尺寸需求的材料,这时候会涉及到板材拼接,需要企业对拼接口有更高的处理能力,保障后续使用过程无裂纹产生。3三、看封头接口处精细度通常情况下,封头与使用主体通过焊接的方式相连接,为了方便后续焊接,封头制造时,接口处会留出一定的弧度,接口处数值越细仔,后续操作越方便。在接口控制上,国际标准是误差小于6微米即可。贵州310S锥形封头制造厂家





