钨钢刀具的特点有哪些?1.硬度:钨钢刀具以其出色的硬度而闻名。钨钢是一种合金材料,主要由钨和碳组成。钨具有极高的熔点和硬度,使得钨钢刀具能够在高速切削和重负荷工作条件下保持刀刃的稳定性和耐用性。相比之下,普通钢刀具的硬度较低,容易磨损和变形。2.耐磨性:钨钢刀具具有出色的耐磨性能。在切削和加工过程中,刀具与工件之间的摩擦和磨损是不可避免的。然而,由于钨钢刀具的硬度高,它能够有效地抵抗磨损,延长刀具的使用寿命。相比之下,普通钢刀具容易磨损,需要频繁更换,增加了生产成本和工作停机时间。10. 钨钢刀具的切削力均匀,不易产生刀具磨损和断裂,延长刀具使用寿命。长沙GU10UF钨钢材料牌号对照表
钨钢刀具维护技巧有哪些?①刀具润滑和冷却:在机加工过程中,钨钢铣刀需要保持润滑和冷却。切削过程中产生的高温和摩擦可能会损坏刀具,因此应使用正确的切削液来降低刀具的摩擦和温度,保持其表面光洁,减少磨损和损坏。②定期检查刀具磨损和损坏:定期检查钨钢铣刀的磨损和损坏可以有效预防故障,并提高生产效率。检查应包括检查刀具的表面状况,切削刃的磨损程度,以及刀柄是否有裂纹等。如果发现任何问题,应立即更换或维修刀具。③使用正确的切削参数:使用正确的切削参数可以有效减少钨钢铣刀的磨损和损坏,延长其使用寿命。应根据材料的种类和切削条件选择正确的刀具类型,并调整切削速度、进给速度和切削深度等参数,以确保切削效果更佳。长沙GU10UF钨钢材料牌号对照表13. 钨钢刀具的使用寿命长,可以减少刀具更换频率,降低生产成本。

钨钴类硬质合金成分主要是碳化钨(WC)和粘结剂钴(Co)。其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。钨钛钴类硬质合金主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。例如,YT15,表示平均WTiC=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。钨钛钽(铌)类硬质合金主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或硬质合金。其牌号由“YW”(“硬、万”两字汉语拼音字首)加顺序号组成,如YW1。
常常使用钨钢作为加工铣刀材料,因为钨钢具有高硬度、高耐磨性何高稳定性等优点,能够有效处理金属钨这种高硬度的材料。钨钢铣刀的硬度一般在HRC60-70之间,硬度越高的钨钢铣刀可以提供更好的耐磨性和切削性能,从而提高加工效率和质量。钨的硬度非常高,一般的钢材难以直接切削加工。因此,铣削钨时需要采用合适的切削工艺和切削参数,以及选择适当的刀具。例如,可以采用低速高进给的铣削方式,同时使用液压夹持和冷却液进行切削,以提高加工效率和质量。总之,加工金属钨需要使用硬度在HRC60-70之间的钨钢铣刀,同时采用合适的切削工艺和切削参数,以及适当的夹持和冷却液,以保证加工效率和质量。4. 钨钢刀具的使用寿命长,耐磨性能好,可以减少刀具更换频率,降低生产成本。

钨钢刀具是一种常见的切削工具,由钨钢合金制成,具有高硬度、耐磨性和耐高温性能。它在许多行业和领域中得到大量应用,包括但不限于以下几个方面:1.机械加工:钨钢刀具在机械加工领域中被大量使用,用于铣削、车削、钻孔、切割等工艺。它们能够高效地切削各种金属材料,如钢、铝、铜等,以及一些非金属材料。2.汽车制造:在汽车制造过程中,钨钢刀具被用于加工发动机零部件、车身结构和底盘组件等。它们能够提供高精度的切削和加工效果,确保零部件的质量和精度要求。数控加工刀具的主导产品,有的国家有90%以上的车刀,55%以上的铣刀都采用了硬质合金制造。深圳钨钢预制件
T型刀是一种常见的多功能刀具,适用于各种切割和剥皮任务。长沙GU10UF钨钢材料牌号对照表
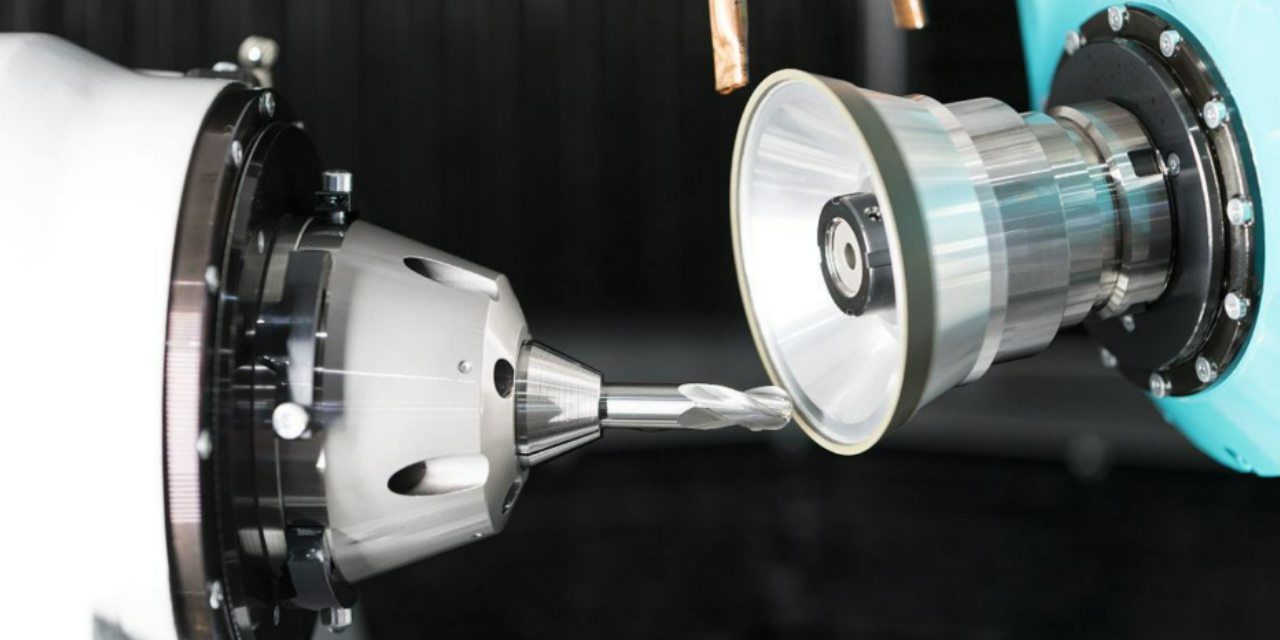
5轴联动加工能做什么呢?5轴加工中心的真正价值在于它可以实施使X、Y、Z三个轴和A、C两个旋转轴同步、同时边控制边使之运动的“5轴联动加工”。这要求加工机和CAM必须支持5轴联动加工,且加工数据的创建也极其困难。工作台和主轴都是动态移动的,所以如果设置中稍有疏忽,主轴和工作台就会立即发生碰撞。它需要固定5轴加工所不具备的先进技术。我想日本也很少有能够熟练使用同时5轴加工的加工企业。本文无法展现其运动,但请在互联网上观看“5轴联动加工”的视频等。在固定5轴加工中,需要使工作台以某个斜度停住进行加工,然后使工作台以下一个斜度停住进行加工,如此逐个固定工作台的斜度。虽然像叶轮那样的复杂形状也可以通过多次改变斜度来加工,但可以想象这将需要花费多大的人力。相对于此,在5轴联动加工中,能够使工作台与主轴运动同步,同时使工作台连续倾斜进行加工。只要有立铣刀进入的间隙,就可以巧妙地避开工件,在不停止工作台的情况下进行连续加工。长沙GU10UF钨钢材料牌号对照表