- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
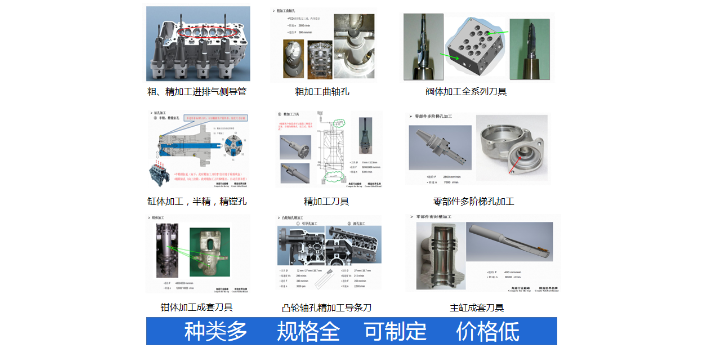
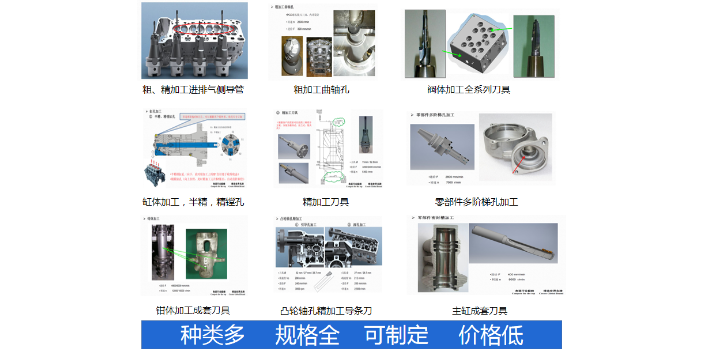
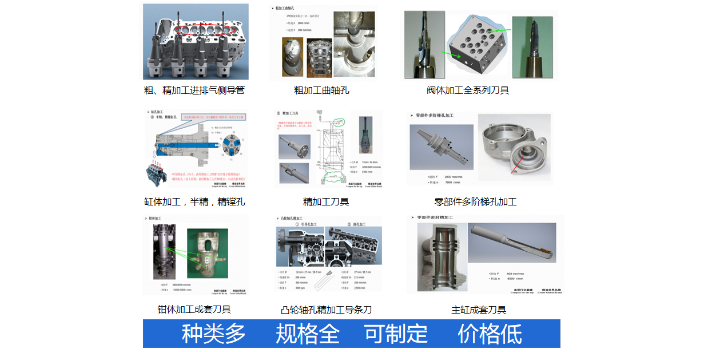
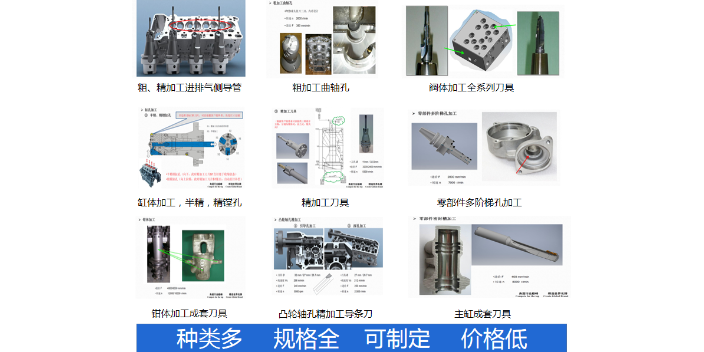
刀具是数控加工中必不可少的东西,它不仅可以切削工件、切除切屑,还能对工件的尺度和外表进行精确的丈量。在数控车床加工时,因为零件形状复杂多样,需要根据不同零件的特色来选择不同的刀具。因此非标刀具的使用越来越***了。下面就给大家介绍一下非标刀具的分类以及其特色:非标准(定制)型刀具有哪些类型?1、通用型:通用型的特色是使用面广,价格低;2、**型:如螺纹刀片、铣削刀片等;3、特殊型:包含各种超硬材料制造的刀片和陶瓷刀片等;4、组合性:将两种以上不同类型的刀片组合起来使用;5、复合性:将多种类型的刀片复合在一起使用。非标刀具是根据零件的加工特性,特别设计制造的刀具,能提高生产效率,综合降低成本。常州成型组合铣刀非标刀具定制

薄膜涂层刀具(1)薄膜涂层刀具是在刚性及高温特性好的集体材料上通过化学气相沉积法(CVD)沉积金刚石薄膜制成的刀具。由于SiN4系陶瓷、WC+Co系硬质合金以及金属W的热膨胀系与金刚石接近,制膜时产生的热应力小,因此可作为刀体的基体材料。WC+Co系硬质合金中,粘结相Co的存在易使金刚石薄膜与基体之间形成石墨而降低附着强度,在沉积前需进行预处理以消除Co的影响(一般通过酸腐蚀去Co)。(2)化学气相沉积法是采用一定的方法把含有C源的气体***,在极低的气体压强下,使碳原子在一定区域沉积下来,碳原子在凝聚、沉积过程中形成金刚石相。目前用于沉积金刚石的CVD法主要包括:微波、热灯丝、直流电弧喷射法等。(3)金刚石薄膜的优点是可应用于各种几何形状复杂的刀具,如带有切屑的刀片、端铣刀、铰刀及钻头;可以用来切削许多非金属材料,切削时切削力小、变形小、工作平稳、磨损慢、工件不易变形,适用于工件材质好、公差小的精加工。主要缺点是金刚石薄膜与基体的粘接力较差,金刚石薄膜刀具不具有重磨性。转向节刀具非标刀具供应商非标台阶钻,一个或者几个台阶一次性完成钻头,扩宽,倒角等。
如果是表面粗糙度的问题,可以通过变换刃口的几何角度来实现,比如增加前后角的度数,这样会显着提高工件的表面粗糙度。但是如果用户的机床刚性不够,刃口可能变钝但可以提高表面粗糙度,这方面的事情很复杂,需要分析加工现场再下结论。非标刀具顾名思义就是需要非标定制的,当标准刀具无法满足特定加工的时候就需要非标定制了,比如说需要加工的位置比较特殊,或者说需要加工的位置市面上的刀加工不了,不够长,或者标准的刀再需要改斜一点之类的,这时就需要另外想办法,定制非标刀具了。
热装刀柄利用刀柄与刀具的热膨胀系数之差,来强力夹紧并有效操控刀具跳动,与弹簧夹头以及液胀刀柄相比,热缩刀柄动平衡和刚性都较好,标准化的操作运用成本低,在如今的高速加工中运用***。热装机是配合其运用的工具,但是很多人对它了解不多。刀柄热缩机有人也叫刀柄热胀仪,首要与热缩刀柄一同运用,经过加热刀柄增大刀柄孔径装入刀具,当刀柄冷却后,刀具就被夹持的原理,实现快速更换装刀。热缩机针对不同类型的热缩刀柄预设了对应的热缩参数。对刀柄进行加热时分,直接经过按键选择即可,无需自己输入。对一起能够选用新式的风冷设备和FKS04S水冷设备,加热后的刀柄进行冷却,满意不同的刀柄冷却需求。所以热缩机能够持续的进行能量输出,防止因为能量输入不受操控、过快地施加过多能量,导致刀架退火。也防止了不受操控的能量输入形成刀柄过热,刀柄的结构发生变化,导致刀柄后续加热过程将花费更长的时刻,乃至形成刀柄损坏,无法持续运用的情况。一起因为热缩机能够设置固定的参数,所以细长的刀柄也能够在安全的情况下毫无问题地收缩,不会忧虑过热。非标刀具可以根据的实际工况来定做,可以提高刀具的寿命,而达到降低刀具成本。
1、玉米铣刀,又称玉米棒铣刀,又叫鳞状铣刀,表面看是密集螺旋网纹状的,槽比较浅,一般都是用于一些功能材料之类的材料加工,特别是像一些碳纤维的卡夫拉材料(像飞机的机翼的外壳之类的)玻璃纤维等复合材料!!整体硬质合金鳞状铣刀,切削刃是由许多切削单元组成,切削刃锋利,从而极大地降低了切削阻力,而且可以实现高速切削,达到了以铣代磨的效果,提高了复合材料的加工效率和表面质量,延长了铣刀的使用寿命。2、波形刃立铣刀。它是在普通高速钢立铣刀的螺旋前刀面的基础上,用**铣夹具将螺旋前刀面再加工成波浪形螺旋面,它与后刀面相交成波浪形切削刃。相邻两波形刃的峰谷沿轴线错开一定距离,使切削宽度***减小,而切削刃的实际切削厚度约增大三倍,切下的切屑窄而厚,降低了切削变形程度,并使切削刃避开表面硬化层而切入工件。波形刃使切削刃各点刃倾角、工作前角以及承担的切削负荷均不相同。而且波形刃使同一端截面内的齿距也不相同。这些因素**减轻了切削力变化的周期性,使切削过程较平稳。铣削气割钢板等粗糙表面的工件,波形刃立铣刀尤其能显示出其优良的切削性能。非标刀具有很多,例如合金铣刀、合金钻头、合金铰刀等。常州成型组合铣刀非标刀具定制
在选择非标刀具时,需要根据加工需求选择合适的切削速度。常州成型组合铣刀非标刀具定制
非标钻头具有一个或者多个刀齿,是用来切除孔已加工表面薄金属层的旋转刀具。在经过绞刀加工后的孔,可以获得准确的尺寸和形状。非标钻头铰刀用于铰削工件上已钻削加工后的孔,能够提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工或半精加工的刀具。同时,它的加工余量一般很小。我司采用先进的全磨制工艺,所有材料选用真空淬火技术,保证了产品的质量。采用先进的数控机床加工,具有效率高质量好,生产周期短,交货快的特点。常州成型组合铣刀非标刀具定制
- 宿迁制动钳刀具非标刀具厂家 2024-06-16
- 镇江汽车零部件刀具非标刀具厂家 2024-06-16
- 浙江变速箱阀板刀具非标刀具供应商 2024-06-16
- 江西非标刀具 2024-06-16
- 河北非标螺纹刀具非标刀具厂家 2024-06-16
- 福建锥孔钻非标刀具供应商 2024-06-16
- 福建可转位螺纹铣刀非标刀具 2024-06-16
- 北京镶片式滚刀非标刀具 2024-06-16
- 北京非标刀具定制 2024-06-16
- 可转位螺纹铣刀非标刀具 2024-06-16
- 徐州转向器壳体刀具非标刀具供应商 2024-06-15
- 山东液压螺母非标刀具定制 2024-06-15