- 品牌
- 熠欣
- 型号
- --
- 加工定制
- 是
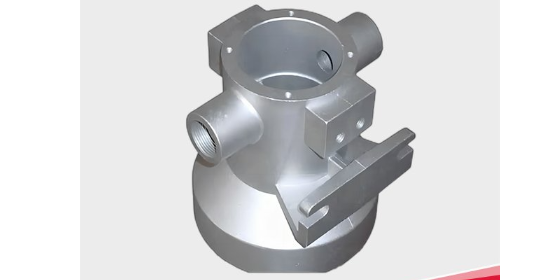
- 材质
- 不锈钢,锌合金,铁,铝合金,铜,碳钢,合金钢
浇注速度:浇注速度的控制同样重要。速度过快可能会导致气体被包裹在金属液中,形成气孔;速度过慢则可能导致金属液在型腔中 prematurely solidify,造成冷隔。因此,需要通过实验和模拟来确定比较好的浇注速度。凝固控制:通过改变铸件的结构、位置或使用冷却水来控制铸件的凝固过程,可以进一步优化浇注参数。例如,使用Pro-CAST软件进行模拟计算,可以帮助预测和优化凝固温度场与固相场,从而找到**小化凝固液穴深度和比较大化凝固冷却速度的参数。实验验证:理论和模拟计算之后,还需要通过实际浇注试验来验证这些参数,确保它们能够在实际生产中避免气孔和冷隔等缺陷。质量控制:在生产过程中,持续监控浇注温度和速度,以及对成品进行严格的质量控制,是确保铸件质量的关键。使用的是什么类型的材料来生产精密铸造件?这些材料的质量如何保证?吉林重型机械类精密铸造件厂家

精密铸造件的生产流程是一个复杂而精细的过程,它涉及到多个步骤,每个步骤都需要严格的控制以保证产品的质量。以下是详细的生产流程介绍:模具设计和制造:首先需要根据产品的形状设计模具。模具通常分为上下凹模方式,通过车、刨、铣、蚀、电火花等综合工序完成。凹坑形状和尺寸与产品半边一致。原料准备:准备好用于制作蜡模的工业蜡,以及用于制作砂模的耐火材料,如硅沙等。熔融金属处理:将金属熔化成液态,以便后续的充型过程。铸造工艺:包括熔模铸造、陶瓷型铸造、金属型铸造、压力铸造、消失模铸造等多种方法。这些方法各有特点,可以根据实际情况选择合适的铸造方式。铸件处理和加工:铸造完成后,需要对铸件进行处理和加工,以达到所需的尺寸和表面光洁度。质量控制:在整个生产过程中,质量控制是非常重要的一环。需要对每个步骤进行严格的检验,确保铸件的质量符合标准。充型和凝固:将液态金属注入型腔中,然后让其凝固收缩,形成铸件。后处理:包括去除毛刺、清理表面、热处理等,以提高铸件的性能和外观质量。检验和测试:对完成的精密铸造件进行各种检验和测试,确保其尺寸精度和性能满足要求。包装和发货:将合格的精密铸造件进行包装,准备发货给客户天津铝合金精密铸造件厂家精密铸造件的生产流程是怎样的?能否详细介绍一下?
技术支持:许多厂家会提供技术咨询和指导,帮助客户解决使用过程中遇到的技术问题。质量保证:如果产品在保修期内出现非人为损坏的问题,厂家通常会提供免费维修或更换服务。定制服务:对于有特殊需求的客户,一些厂家可能会提供定制服务,根据客户的需求进行产品设计和生产。退换货政策:大多数厂家会有明确的退换货政策,如果产品在规定时间内出现质量问题,客户可以选择退货或换货。售后反馈:一些厂家会定期跟进客户的使用情况,收集反馈信息,以不断改进产品和服务。培训服务:为了帮助客户更好地使用和维护产品,部分厂家还会提供相关的培训服务。备件供应:长期提供原厂配件,确保客户能够及时获得所需的更换部件。紧急响应:对于紧急故障,一些厂家会提供快速响应服务,尽快解决客户的问题。维护服务:提供定期或不定期的产品维护服务,延长产品的使用寿命。文档资料:提供详尽的产品使用手册和操作指南,帮助客户正确安装和使用产品。远程协助:通过网络或电话提供远程诊断和解决方案,快速解决客户的问题。
精密铸造件的交货时间通常需要30-50天,特殊铸件可能需要更长时间。精密铸造是一个涉及多个步骤的复杂生产过程,包括模具制作、熔化金属、冷却固化、去除外壳和清理等。这些步骤都需要精细的操作和严格的质量控制,以确保产品的精确度和质量。因此,普通的精密铸造件在安排生产后,一般需要30-50天的生产周期。这个时间是根据铸造件的复杂程度和生产工艺的不同而有所变化的。例如,一些特殊的深孔件或龙、头主体件等复杂铸件,其生产周期可能会更长。然而,精密铸造也有其优势,它可以明显减少铸造后的加工量,从而减少了劳动时间和交货时间。这意味着在一个交货周期内可以交付大量的产品,这对于客户来说是一个很大的优势,因为它可以帮助他们更快地满足市场需求。热处理工艺:为了提高铸件的机械性能,应该采用什么样的热处理工艺,如退火、正火、淬火或时效硬化?

为了提高精密铸造件的机械性能,热处理工艺的选择取决于所需的性能和铸件使用的材料。以下是一些常见的热处理方法及其适用情况:退火:这是一种基础的热处理工艺,通过将铸件加热到一定温度,保持一段时间,然后缓慢冷却,可以消除材料的内应力,降低硬度,改善可加工性,并促进晶粒细化。适用于需要提高韧性、减少硬度和消除残余应力的铸件。正火:此工艺涉及将铸件加热到临界温度以上,保持一段时间再在空气中冷却,可以获得较细的珠光体结构。对于铸钢件,如果采用干砂型或湿砂型铸造,可以通过正火处理来调整组织结构,改善机械性能。淬火:淬火工艺是将铸件加热到更高的温度(通常是临界温度以上),然后快速冷却(例如在水、油或其他冷却剂中)。这种处理主要用于增加钢的硬度和强度,但会降低其韧性。适用于需要高硬度和耐磨性的精密铸造件。精密铸造件在航空领域中扮演着不可或缺的角色,因其能承受极端环境下的高压和高温。陕西铝合金精密铸造件厂家
针对汽车行业的大批量生产需求,你们的生产能力和质量控制体系是如何适应的?吉林重型机械类精密铸造件厂家
在后处理工序中,有效去除壳模残留物而不损害精密铸件表面或几何精度的方法包括:震动去壳:使用震动脱壳机,通过震动的方式帮助壳模材料从铸件上脱落。这种方法效率高且经济,适用于大部分铸件的初步除壳工作。化学清洗:采用浸酸或其他化学溶剂来溶解壳模残留物。需要控制好化学剂的浓度和接触时间,以免对铸件表面造成腐蚀。抛丸清理:通过高速旋转的叶轮将丸料抛打到铸件表面,去除壳模残留物。抛丸清理对铸件表面的粗糙度有一定要求,需要根据铸件的材质和精度要求选择合适的丸料和抛射强度。喷砂处理:利用压缩空气将砂粒喷射到铸件表面,去除壳模残留物。喷砂可以精确控制砂粒的粒度和喷射压力,以适应不同精度要求的铸件。碱煮处理:将铸件置于碱性溶液中煮沸,利用化学反应去除壳模残留物。这种方法适用于一些难以清、除的残留物,但需要注意控制好温度和时间,避免对铸件造成损害。手工清理:对于特别复杂或敏感的铸件,可能需要手工进行清理,以确保不损害铸件的表面和几何精度。超声波清洗:使用超声波清洗机产生高频振动,配合适当的清洗液,可以有效去除微小的壳模残留物,同时对铸件表面伤害较小。吉林重型机械类精密铸造件厂家
- 贵州轻纺机械类精密铸造件厂家 2024-11-24
- 甘肃重型机械类精密铸造件厂家 2024-11-24
- 广东精密铸造件供应商 2024-11-24
- 温州不锈钢精密铸造件加工 2024-11-24
- 宁波重型机械类精密铸造件供应商 2024-11-24
- 江西不锈钢精密铸造件供应商 2024-11-24
- 辽宁轻纺机械类精密铸造件厂家 2024-11-24
- 吉林重型机械类精密铸造件供应商 2024-11-23
- 宁波机床工具类精密铸造件 2024-11-23
- 北京铝合金精密铸造件厂家 2024-11-23
- 江苏精密铸造件供应商 2024-11-23
- 宁夏碳素钢精密铸造件厂家 2024-11-23


