- 品牌
- 楷维科技
- 型号
- CNC加工
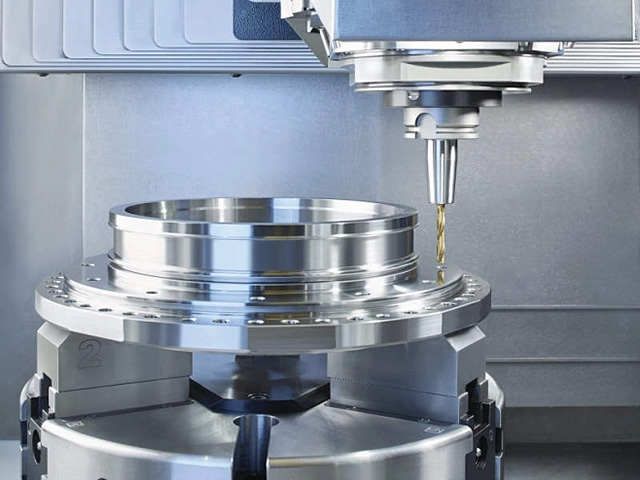
CNC(ComputerNumericalControl)加工技术在现代制造业中的应用前景非常广阔。随着科技的不断进步和制造业的发展,CNC加工技术将继续发挥重要作用,并呈现出以下几个方面的发展趋势:1.高精度和高效率:CNC加工技术可以实现高精度的加工,满足现代制造业对精度的要求。同时,随着技术的进步,CNC机床的加工速度和效率也将不断提高,进一步缩短生产周期。2.智能化和自动化:智能化和自动化是现代制造业的发展方向。CNC加工技术将与智能制造技术相结合,实现更高级别的自动化生产。例如,通过引入人工智能和机器学习算法,CNC机床可以实现自主决策和优化加工过程。3.多轴加工和复合加工:多轴加工和复合加工技术可以提高CNC加工的灵活性和效率。多轴加工可以实现复杂形状的加工,而复合加工则可以在一次装夹中完成多种加工工艺,减少了工装更换和加工时间。4.新材料的加工:随着新材料的不断涌现,CNC加工技术也需要不断适应和创新。例如,对于高硬度、强度高的材料,需要开发更先进的刀具和加工工艺。5.云制造和物联网:云制造和物联网技术的发展将为CNC加工带来新的机遇。通过云平台,可以实现远程监控、远程编程和远程维护,提高生产效率和灵活性。总之。 CNC 加工需要进行质量检测。浙江电脑锣CNC加工源头厂家

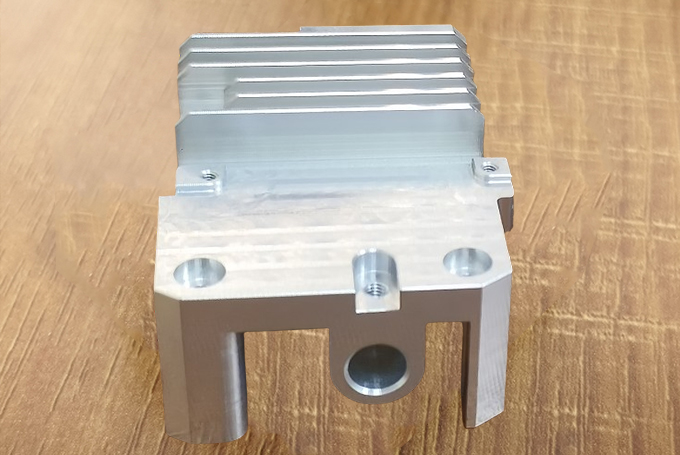
CNC机加工是一种高精度机械加工技术,通过计算机控制的工具进行精密零件或产品的加工。它使用编程语言将机器操作指令传达给计算机,然后计算机控制机器执行这些指令。CNC机加工可以用于制造各种零部件和产品,例如汽车零件、飞机零件、电子设备外壳等。相比传统的手工操作,CNC机加工具有更高的精度和速度,可以大幅提高生产效率和产品质量。在CNC机加工之前,需要先进行CAD设计,即将产品的三维模型转换为计算机可读的二维平面图。然后使用CAM软件进行程序编制,该软件将CAD文件转换为机器可识别的G代码程序。final,将程序输入到CNC机床中并启动机器。广东设备零配件CNC加工CNC 加工可以实现自动化上下料。

在CNC加工中,使用切削液需要注意以下事项:1.切削液的浓度:切削液的浓度应该根据加工材料的硬度和加工部位的形状进行调整,以保证切削液的润滑和冷却效果。2.切削液的流量:切削液的流量应该根据加工部位的形状和尺寸进行调整,以保证切削液的润滑和冷却效果。3.切削液的温度:切削液的温度应该根据加工材料的硬度和加工部位的形状进行调整,以保证切削液的润滑和冷却效果。4.切削液的过滤:切削液应该定期进行过滤,以保证切削液的清洁度和润滑效果。5.切削液的更换:切削液应该根据使用时间和浓度进行更换,以保证切削液的润滑和冷却效果。需要注意的是,在使用切削液时,应该根据具体的加工情况进行综合考虑,以确保加工效率和质量。
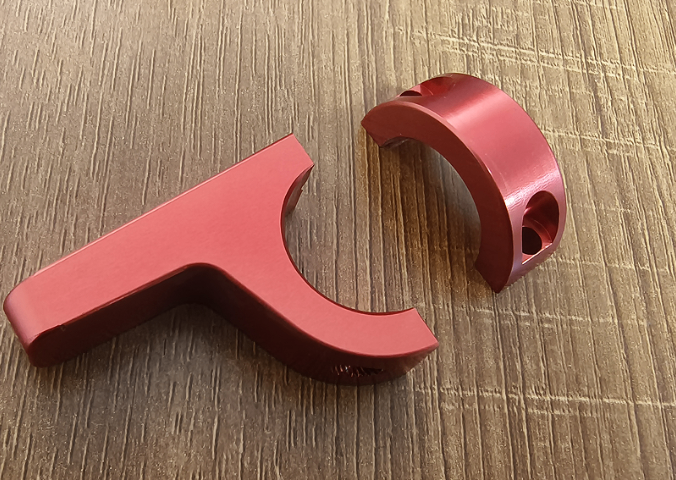
CNC加工精确,允许产品制造商根据预期设计制造零件。除此之外,它具有很高的精度和公差;因此,您可以在不损失准确性的情况下制造不同批次的产品。此外,自动化过程减少了加工过程中的错误。您可以在几天内获得CNC加工零件。因此,它是生产效率。然而,速度和效率取决于数控机床的类型和产品的复杂程度。CNC加工具有较高的初始投资成本。但是,它的运营成本较低。除此之外,高产出率、很少或没有人为错误以及低生产成本增加了其成本效益。此外,对于大多数机加工操作而言,需要的培训较少,而且大部分培训都是在线提供的。大多数CNC机器可以携带许多用于不同目的的工具。除此之外,他们还拥有复杂的软件,使他们能够处理不同的产品和复杂的工件。因此,它们具有增强的功能以及与不同尺寸、形状或纹理的工件的兼容性。 CNC 加工可以应用于汽车制造领域。
由于计算机数控加工的持续发展,因此,在自动化,精度和生产速度方面包括NC编程在内的任何早期形式都较为先进。专业CNC数控加工同时具备较多优势:1、对复杂而繁琐的零件制造具备更快的周转率和更高的准确性。2、半自动或全自动质量控制和设备检查系统。3、缩短CNC机床的集成和设置时间,提高生产率。4、在CNC程序下不需要进行长时间的机加工试运行。5、CNC程序修改功能,有效的提高适应性和更wide-ranging 的加工任务。6、由于计算机控制的网络,减少特定项目所需的机器数量。CNC 加工需要进行加工工艺规划。山西设备零配件CNC加工实力厂家
CNC 加工需要注意安全操作规程。浙江电脑锣CNC加工源头厂家
CNC加工中出现撞机-编程故障原因,1、安全高度不够或没设(快速进给G00时刀或夹头撞在工件上)。2、程序单上的刀具和实际程序刀具写错。3、程序单上的刀具长度(刃长)和实际加工的深度写错。4、程序单上深度Z轴取数和实际Z轴取数写错。5、编程时坐标设置错误。改善方法。1、对工件的高度进行准确的测量也确保安全高度在工件之上。2、程序单上的刀具和实际程序刀具要一致,(尽量用自动出程序单或用图片出程序单)。3、对实际在工件上加工的深度进行测量,在程序单上写清楚刀具的长度及刃长(一般刀具夹长高出工件2-3MM、刀刃长避空为)。4、在工件上实际Z轴取数,在程序单上写清楚。(此操作一般为手动操作写好要反复检查)。 浙江电脑锣CNC加工源头厂家
如果在CNC加工中需要使用多种不同类型的切削液,可以按照以下步骤进行混合和调配: 1.准备所需原料:根据配方要求准备切削液所需的原料,包括基础油、添加剂、杀菌剂、清洗剂等。 2.混合原料:将切削液所需的原料按照配方比例混合在一起,可以使用搅拌器或人工搅拌的方式进行混合。 3.加入基础油:将基础油加入混合好的原料中,搅拌均匀。 4.加入添加剂:根据需要加入适量的添加剂,如防锈剂、润滑剂等,搅拌均匀。 5.加入杀菌剂和清洗剂:根据需要加入适量的杀菌剂和清洗剂,搅拌均匀。 6.检测和调整:对配制好的切削液进行检测,如pH值、浓度等,根据需要进行调整。 ...
- 江苏工装夹治具CNC加工专业工程师一对一沟通 2024-11-14
- 中山铝材型CNC加工价格合理 2024-11-14
- 广西精密机械零件CNC加工极速出样 2024-11-14
- 湛江CNC加工极速出样 2024-11-14
- 河北模具CNC加工材料齐全 2024-11-13
- 天津四轴CNC加工来图定制 2024-11-13
- 广西工装夹治具CNC加工来图定制 2024-11-13
- 清远高速CNC加工可开发票 2024-11-13
- 江门五轴CNC加工实力厂家 2024-11-13
- 佛山五轴联动CNC加工材料齐全 2024-11-13

- 广东四轴CNC加工可开发票 2024-11-13
- 江苏铝材型CNC加工实力厂家 2024-11-12
- 天津四轴CNC加工可开发票 2024-11-12
- 汕头五轴联动CNC加工极速出样 2024-11-12
- 珠海CNC加工厂家 2024-11-12
- 湛江四轴CNC加工可开发票 2024-11-12





- 茂名钣金加工质量保证 11-22
- 甘肃机箱机柜钣金加工支持定制 11-22
- 揭阳铝合金钣金加工专业工程师一对一沟通 11-22
- 设备机架钣金加工质量保证 11-22
- 汕头非标钣金加工来图定制 11-22
- 中山五轴钣金加工来图定制 11-22
- 甘肃各类非标机箱钣金加工支持定制 11-22
- 安徽非标定制钣金加工批量生产 11-22
- 广西设备机架钣金加工价格合理 11-22
- 广西音频机箱钣金加工材料齐全 11-22