- 品牌
- 熠欣
- 型号
- --
- 加工定制
- 是
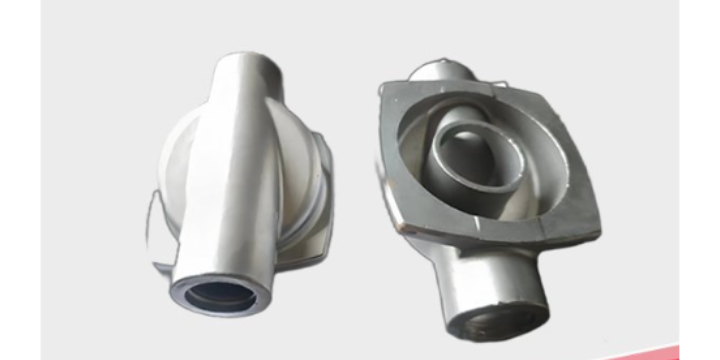
- 材质
- 不锈钢,锌合金,铁,铝合金,铜,碳钢,合金钢
回火:回火是在淬火后进行的热处理过程,目的是降低材料硬度,恢复或增加韧性,同时也可以减少残余应力。根据所需的性能,可以选择不同的回火温度和时间来进行优化。时效硬化:这是针对某些合金的一种特殊热处理,如铝合金,在固溶处理后进行时效处理,以增强合金的硬度和强度。表面热处理:在某些应用中,可能只需要改善铸件表面的力学性能。这可以通过各种表面热处理技术实现,例如等离子氮化或渗碳处理。整体热处理:与表面热处理相对,有时需要对整个工件进行热处理以改变其整体的性能。特定的环保热处理:在环保要求较高的生产中,选择无污染或低污染的热处理工艺也是重要的考量之一。在设计阶段,如何优化铸件的结构设计以减少材料用量、降低生产成本,同时确保其满足力学性能要求?衢州不锈钢精密铸造件厂家

对于选定的铸造材料,应采用适合该材料的熔炼工艺来确保金属液的纯净度和均匀性。不同的铸造合金,如灰铸铁、铸造碳钢、铸造低合金钢以及铸造高合金钢等,都有其特定的熔炼考虑和技术要求。以下是一些确保金属液纯净度和均匀性的熔炼工艺要点:选择合适的炉型:依据生产的规模和合金的特性,选择适合的熔炉类型。例如,电阻式井式炉常用于小规模的有色合金熔炼。严格的温度控制:合理控制熔炼温度是确保金属液体良好流动性和避免过度氧化的关键。使用合适的温度控制器来实时监控和调节炉温。优化化学成分配比:根据不同合金的标准和要求,精确控制合金元素的含量,以保证产品具有预期的机械性能和微观结构。浙江轻纺机械类精密铸造件供应商热处理是精密铸造件生产中的关键步骤,它可以改善材料性能,消除内部应力。

对于精密铸造件的精度,这通常取决于多个因素,包括铸造材料、设计复杂度、生产设备和技术、后处理工艺等。在当前的工业标准中,精密铸造可以生产出尺寸精度和表面粗糙度非常高的零件。尺寸公差通常可以达到±0.5毫米或更小,表面粗糙度(Ra)可能低至1.6微米或更低。为了确保精度和质量,以下是一些常见的做法:使用高精度的模具和型芯,这些通常是通过数控机床(CNC)加工而成。采用高精度的熔融金属浇注系统,以确保液态金属准确充填模具。严格控制铸造过程中的温度、压力和其他关键参数。进行精确的尺寸检测,使用三坐标测量机(CMM)或其他精密测量工具来检查成品的尺寸。实施严格的质量控制流程,包括原材料检验、过程监控、检验和记录审核。符合国际质量标准,例如ISO9001,这证明公司遵守良好的生产和质量管理实践。提供全尺寸的质检报告和合格证书,以便于客户确认产品的质量和精度。因此,在讨论具体产品的精度时,需要根据实际的设计要求和生产能力来确定,并要求供应商提供详细的质量保证文件和过去的生产记录,以作为评估其生产质量和可靠性的依据。
精密铸造件的表面处理技术旨在提高其表面质量、改善性能以及增强耐用性。以下是几种常见的表面处理技术及其作用:机械打磨:使用磨料和抛光技术去除铸件表面的粗糙部分,获得平滑的表面。这有助于改善零件的外观以及去除可能存在的微小缺陷。化学处理:通过酸洗或碱洗等化学反应清理铸件表面,去除氧化皮、油污或其他污染物,为后续的表面处理工序作准备。热处理:表面淬火:采用火焰或感应加热的方式提升金属表面的硬度与耐磨性;退火或正火处理:用以减少内部应力、软化金属或改善机械加工性能。喷涂:应用涂覆材料如油漆、塑料或其他特殊涂层以增加耐腐蚀性、提供装饰效果或改变表面的摩擦特性。电镀:通过电流在金属表面上沉积另一层金属或合金,如镀铬、镍、锌等,增强耐蚀性和美观度。阳极氧化:特别适用于铝及其合金,能形成坚硬的保护氧化膜,用于提高耐腐蚀性和耐磨性。真空电镀(Vacuum Metalizing):在真空状态下对产品进行金属化处理,适用于多种材料,可以提供高质量、高亮度的保护层。通过X射线或超声波检测等非破坏性检测手段,可以有效地评估精密铸造件的内部质量。
液体渗透测试:这种测试用于检查铸件表面的开口缺陷,如裂纹。通过将染料涂在铸件表面,染料会渗入开口缺陷中,然后清洗并施以显影剂,使得缺陷变得可见。尺寸检测:除了内部缺陷的检测,还需要对铸件的几何尺寸进行精确测量,以确保其符合设计要求。常用的设备包括三坐标测量仪和投影仪等。视觉检查:这是一种基本也是常见的检测方法,通常由有经验的检验员进行,他们会检查铸件是否有可见的缺陷,如裂纹、气孔、夹杂等。计算机辅助检测:随着技术的发展,基于光、声、电磁学的无损检测技术以及基于神经网络的铸件缺陷检测方法也在不断发展和应用,这些技术可以提高检测的准确性和效率。机械性能测试:虽然不属于非破坏性检测,但通过对铸件进行拉伸、冲击、硬度等机械性能测试,也可以评估其质量是否符合标准。金相分析:通过对铸件材料的微观结构进行分析,可以评估材料的晶粒大小、相组成等,这对于判断材料的性能非常重要。在生产过程中,应如何设置检测点和采用哪些非破坏性检测方法(如X射线、超声波检测等)来确保铸件的质量?湖北碳素钢精密铸造件供应商
售后服务如何?如果产品出现问题,你们会如何处理?衢州不锈钢精密铸造件厂家
在后处理工序中,有效去除壳模残留物而不损害精密铸件表面或几何精度的方法包括:震动去壳:使用震动脱壳机,通过震动的方式帮助壳模材料从铸件上脱落。这种方法效率高且经济,适用于大部分铸件的初步除壳工作。化学清洗:采用浸酸或其他化学溶剂来溶解壳模残留物。需要控制好化学剂的浓度和接触时间,以免对铸件表面造成腐蚀。抛丸清理:通过高速旋转的叶轮将丸料抛打到铸件表面,去除壳模残留物。抛丸清理对铸件表面的粗糙度有一定要求,需要根据铸件的材质和精度要求选择合适的丸料和抛射强度。喷砂处理:利用压缩空气将砂粒喷射到铸件表面,去除壳模残留物。喷砂可以精确控制砂粒的粒度和喷射压力,以适应不同精度要求的铸件。碱煮处理:将铸件置于碱性溶液中煮沸,利用化学反应去除壳模残留物。这种方法适用于一些难以清、除的残留物,但需要注意控制好温度和时间,避免对铸件造成损害。手工清理:对于特别复杂或敏感的铸件,可能需要手工进行清理,以确保不损害铸件的表面和几何精度。超声波清洗:使用超声波清洗机产生高频振动,配合适当的清洗液,可以有效去除微小的壳模残留物,同时对铸件表面伤害较小。衢州不锈钢精密铸造件厂家
- 贵州轻纺机械类精密铸造件厂家 2024-11-24
- 甘肃重型机械类精密铸造件厂家 2024-11-24
- 宁波重型机械类精密铸造件供应商 2024-11-24
- 江西不锈钢精密铸造件供应商 2024-11-24
- 辽宁轻纺机械类精密铸造件厂家 2024-11-24
- 吉林重型机械类精密铸造件供应商 2024-11-23
- 宁波机床工具类精密铸造件 2024-11-23
- 北京铝合金精密铸造件厂家 2024-11-23
- 江苏精密铸造件供应商 2024-11-23
- 宁夏碳素钢精密铸造件厂家 2024-11-23
- 宁波通用机械类精密铸造件供应商 2024-11-23
- 河北轻纺机械类精密铸造件供应商 2024-11-23


