扭转弹簧是一种利用弹性来工作的机械零件。一般用弹簧钢制成。用以控制机件的运动、缓和冲击或震动、贮蓄能量、测量力的大小等广泛应用于计算机,电子,家电,照相机,仪器,门,摩托车,收割机,汽车,等行业!(1)扭转弹簧的冷成形工艺冷成形工艺一次性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。(2)扭转弹簧的热成形工艺热成形工艺速度能力。目前我国在(9~25)mm规格上的成形只有CNC2轴热卷簧机,速度每分钟17件。与发达国家相比之下差距较大。提供弹簧的尺寸或样板、图纸均可2.弹簧材质是什么,钢丝的线径3.弹簧表面处理等工艺要求4.采购数量!广东不锈钢304电推剪弹簧公司

在完成扭簧的加工后,需要进行检验,以保证扭簧符合要求。1.外观检查:首先,需要对扭簧的外观进行检查,确保表面光滑、无裂纹、无变形等问题。2.功能检查:接下来,需要对扭簧的功能进行检查,如弹性、硬度等,以确保扭簧符合设计要求。四、包装阶段在完成检验后,需要将扭簧包装起来,以便存放和运输。+日1.包装材料:选择适合的包装材料,如泡沫箱、纸箱等,并根据扭簧规格进行必要的尺寸调整。2.包装方式:将已检验合格的扭簧放入包装材料中,并采用适当的包装方式,如填充物、缓冲材料等,以确保扭簧在运输过程中不受损。3.标识:在包装完成后,需要在包装上标识出扭簧的相关信息,如规格、材料、数量等。通过上述流程,扭簧加工工艺已经完成。加工人员在对每个环节进行仔细把握的同时,还需注意安全生产,保证加工质量。只有这样,才能够使得加工出来的扭簧在使用时能够满足设计要求,为机械装置和电子设备提供可靠的弹性支撑。 耐疲劳电推剪弹簧弹簧的腐蚀按其反应的类型可分为化学腐蚀及电化学腐蚀。
在弹簧电镀过程中,可能会出现以下问题:1.电镀层出现气泡:可能是因为弹簧表面有油脂或污垢导致的,可以通过完善的前处理工序来解决。2.电镀层出现裂纹:可能是因为弹簧在电解处理或电镀过程中出现过度变形导致的,可以通过优化处理工艺或者提高弹簧的材质硬度来解决。3.电镀层不均匀:可能是因为电镀液浓度或者弹簧的表面处理不均匀导致的,可以通过优化电镀液配方,或者提高表面处理质量来解决。目前,弹簧电镀具有广泛的应用领域,包括家电、汽车、航空航天等领域。未来,随着技术的发展和工艺的突破,弹簧电镀将更具有环保性、适用性和高效性,将在更多的行业和场景中得到应用。
我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。玖胜弹簧是一家专业从事弹簧研发,生产销售于一体的生产型企业。
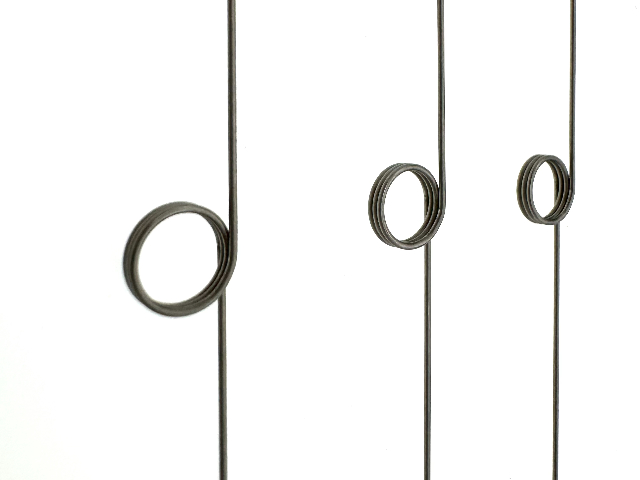
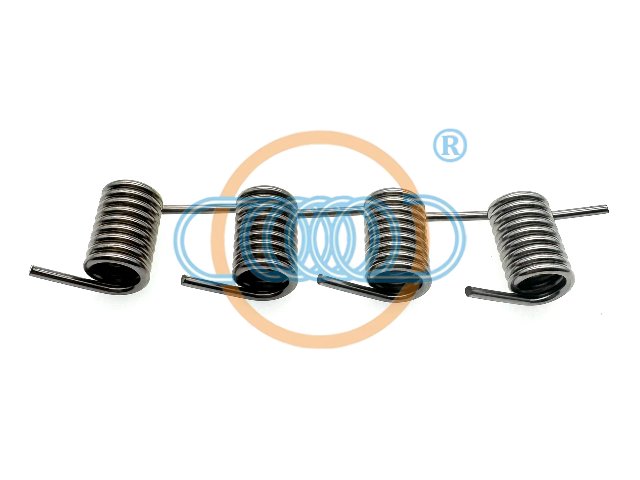
设计扭转弹簧时使其簧圈紧密接触,目的就是促进旋转并使其产生角度回弹力.礼毕结构有很多种选择,这样可以以多种不同的方式固定弹簧,对于扭转弹簧而言,需要考虑的力臂规格包括力臂角度,力臂长度和力臂收口类型.弹簧在同侧呈直线或平行时,力臂角度视为0度,角度沿着非旋转方向而增大,力臂收口类型包括直扭,直线偏移式,铰链式,短拉钩收口和拉钩收口.为满足应用要求,可以弯曲,扭曲扭转弹簧的收口,或者将其收口制成拉钩或拉环.双扭弹簧由一组右手旋转簧圈和一组左手旋转簧圈组成,这些簧圈通常以绕线之间的未密身的部分相连,并且这些簧圈平行旋转,需单独设计该部分,其扭矩总值为两端黄圈之和。玖胜扭转弹簧生产厂家以生产耐疲劳弹簧为目标,专注耐疲劳弹簧20余年!广东不锈钢扭簧生产工艺
玖胜,您值得信赖的压缩弹簧品牌,我们用心为您打造每一款产品。广东不锈钢304电推剪弹簧公司
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。广东不锈钢304电推剪弹簧公司