在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。东莞不锈钢304扭转弹簧加工厂商
弹簧热处理的目的就是在于充分发挥材料的潜力,使之达到或接近需要的力学性能,从而保证弹簧在使用状态下长期可靠的工作。玖胜弹簧厂家在选择材料时,会考虑到弹簧的用途,重要程度,使用条件,包括载荷性质,大小及循环特性,工作持续时间,工作温度和周围介质情况等。加工热处理和经济性等因素。同时,也会参照现有设备中使用的弹簧,选做出较为合适的材料。随着机械向高速度,重载荷,质量轻,体积小的方向发展,对弹簧也突出了更高的要求,为了消除不利的剩余应力,改善弹簧表层的应力分布状况,获得高的有效应力,除了在选着材料和热处理中采取措施外,不少弹簧厂家在弹簧的制造中,经常采用机械强化工艺,列如抛丸处理,强压,拉,扭处理等东莞不锈钢304扭转弹簧加工厂商我们知道您关心的是交期:编程工程师团队经验丰富,设备自动化生产程度高,设备生产速度快,日产量高!

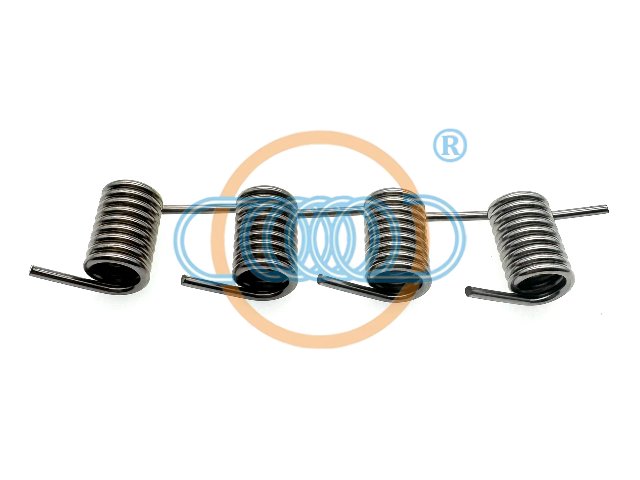
扭簧是一种用于机械装置和电子设备中的重要弹性元件。为了保证扭簧的质量和性能,需要进行一系列的加工工艺流程。一、准备工作阶段。在进行扭簧的加工之前,需要进行一些准备工作。1.确定材料和工具:首先,加工人员需要根据设计需求确定所需的扭簧材料,如钢丝等,并准备所需的工具,如扭簧机、切割机等。2.检查材料:对于每次加工,都需要对材料进行检查,确保材料质量符合要求。3.调整扭簧机:根据所需的扭簧规格和材料特性,需要对扭簧机进行必要的调整,以确保加工出来的扭簧符合要求。在完成准备工作后,即可开始进行扭簧的加工.1.切割材料:首先,需要使用切割机将钢丝切割成所需长度,并确保钢丝两端平整。2.扭制:接下来,将钢丝固定在扭簧机上,并选择所需的扭簧规格,开始进行扭制,在扭制的过程中,需要根据材料特性和扭簧规格进行必要的调整,以保证扭簧质量。3.热处理:扭簧加工完成后,需要进行热处理,以提高扭簧的弹性和硬度。热处理的温度和时间需要根据扭簧材料和规格进行调整。4.喷漆:为了保护扭簧表面,并增加美观度,需要对扭簧进行喷漆处理,在喷漆之前,需要进行表面处理,以去除任何杂质和油污。
盐雾测试是一种主要利用盐雾试验设备所创造的人工模式盐雾环境条件来考核产品或金属材料耐腐蚀性能的环境试验。它分为两大类,一类为天然环境暴露试验,另一类为人工加速模式盐雾环境试验。人工模式盐雾环境试验是利用一种具有一定容积空间的试验设备,在其容积空间内用人工的方法,造成盐雾环境来对产品的耐盐雾腐蚀性能质量进行考核。它与天然环境相比,其盐雾环境的氧化物的盐浓度,可以是一般天然环境盐雾含量的几十倍,使腐蚀速度提高,对产品进行盐雾试验,得出结果的时间也会缩短。如在天然暴露环境下对某产品进行试验,待其腐蚀可能要一年,而在人工模式盐雾环境条件下试验,只要24小时,即可得到相似的结果。人工模式盐雾试验又包括中性盐雾试验、醋酸盐雾试验、铜盐加速醋酸盐雾试验,交变盐雾试验。玖胜,您值得信赖的压缩弹簧品牌,我们用心为您打造每一款产品。

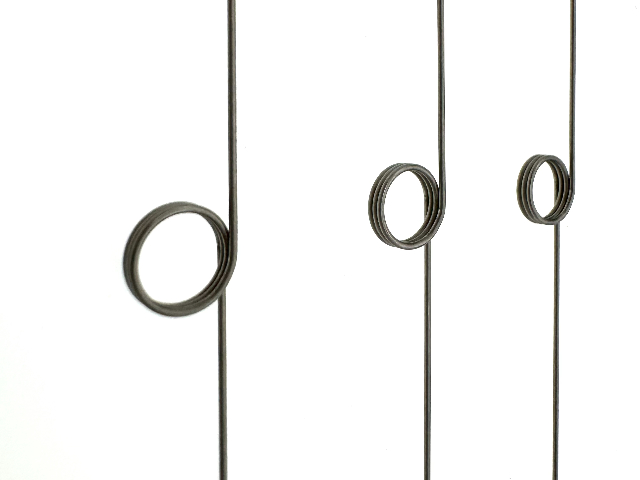
扭转弹簧乃变体弹簧之极至,由单扭簧至双扭簧异形扭簧,乃至各种扭干之变形,得依设计成型。在一个支撑的心轴或者柄轴上使用。心轴的尺寸在列出的偏差可以允许有约10%的间隙。如果偏差较大,则柄轴的尺寸要减小。为了使扭簧功能处于良好状态,组合件里的空间(小轴向空间)必须充足。小轴向空间不能参照线圈的长度。扭簧应在沿着缠绕线圈的方向上使用。因为残余应力,所以在松开的方向上,较大的负荷较低。列出的扭矩值是扭簧推荐的较大的扭矩。这些数值在静态条件下只需稍微调试就能够增加约20%玖胜,您值得信赖的扭转弹簧品牌,我们用心为您打造每一款产品。耐高温扭簧有现货吗
东莞玖胜弹簧,弹簧1枚起订-定制弹簧-弹簧标准件。东莞不锈钢304扭转弹簧加工厂商
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。东莞不锈钢304扭转弹簧加工厂商