- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
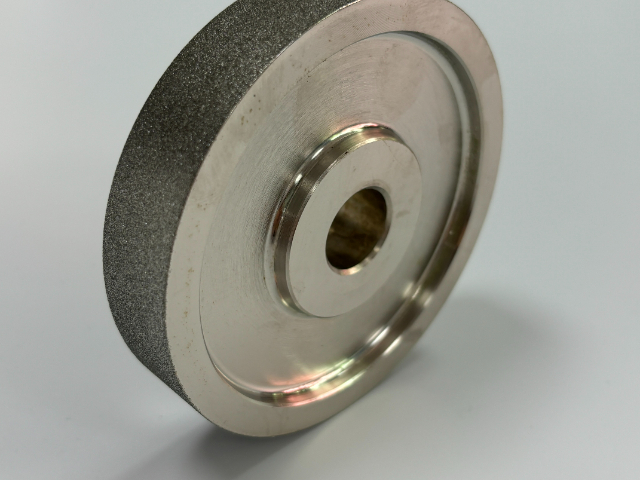
选择合适的电镀金刚石砂轮,可以考虑以下几个方面:金刚石粒度:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,因为粗磨磨削量大,粗糙度要求低,这样生产效率高。精磨时,应选择磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石种类:制作金刚石砂轮所用的金刚石磨具可选用天然金刚石或人造金刚石。结合剂类型:用于金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。金刚石黏结力大小和耐磨性强弱顺序依次:电镀金属结合剂>金属结合剂>陶瓷结合剂>树脂结合剂。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择金刚石砂轮时,粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,选择的金刚石浓度应该越高。砂轮外形:根据具体的应用场景,可能需要选择不同外形或形状的砂轮,如平行砂轮、筒形砂轮、杯形砂轮等。技术指标:电镀金刚石砂轮主要用于高级产品的精密加工领域,因此要求基体加工尺寸精度高,肉眼观察表面粗糙度小。这款砂轮经过精细电镀处理,确保金刚石颗粒牢固结合。上海铜烧结电镀金刚石砂轮供应商

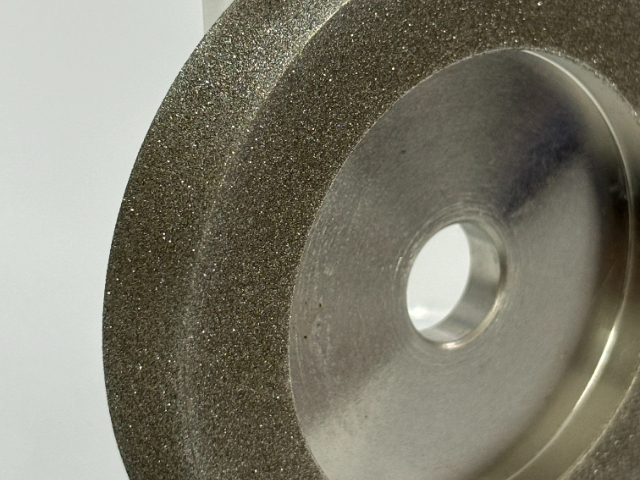
金刚石砂轮的适用场景***,主要涵盖了以下几个方面:硬脆材料的磨削金刚石砂轮特别适用于硬脆材料的磨削加工,如玻璃、陶瓷、宝石等。由于这些材料具有较高的硬度和脆性,传统的磨削工具难以达到理想的加工效果。而金刚石砂轮凭借其高硬度和耐磨性,能够轻松应对这些材料的磨削加工需求。高精度要求的加工金刚石砂轮在精密磨削领域的应用也表明了其在高精度加工方面的优势。对于需要达到微米级甚至纳米级精度的加工任务,金刚石砂轮能够提供稳定、高效的加工效果。这使得金刚石砂轮在光学加工、半导体制造等领域得到了广泛应用。恶劣环境下的加工金刚石砂轮还适用于恶劣环境下的加工任务。由于金刚石具有高硬度和高温稳定性,金刚石砂轮能够在高温、高压等恶劣环境下保持稳定的性能。这使得金刚石砂轮在航空航天、石油钻井等领域具有不可替代的作用。黑龙江双斜边电镀金刚石砂轮生产厂家电镀金刚石砂轮,减少加工过程中的误差和废品率。
电镀金刚石砂轮与传统金刚石砂轮相比,具有以下优势:更强的结合力:电镀金刚石砂轮是通过电化学法制作的,金刚石颗粒直接通过电流粘合到金属基材上,与金属结合紧密,提供了更强的结合力。更薄的砂轮:电镀金刚石砂轮比其他类型的金刚石砂轮更薄,这使得它们能够更快地去除材料并减少热量积聚。更精确和更易于控制:由于电镀金刚石砂轮的薄度和精确性,它们通常用于小零件和易碎材料的精细精密研磨,具有更高的磨削精度和更好的控制性。生产成本低:电镀金刚石砂轮的生产工艺相对简单,成本较低,同时使用寿命也较长,为企业降低了生产成本。使用便捷:电镀金刚石砂轮在机械加工业中应用很多,可以对普通工件及砂轮进行成型磨削,还能用于加工淬硬钢材以及硬质合金磨具,使用非常便捷。环保:电化学法作为电镀金刚石砂轮的主要生产工艺,具有操作简单、对环境污染小、成品性能佳等优势。然而,电镀金刚石砂轮也有其局限性,如镀层厚度较薄、生产工艺相对复杂等,需要根据具体的应用场景和需求进行选择。
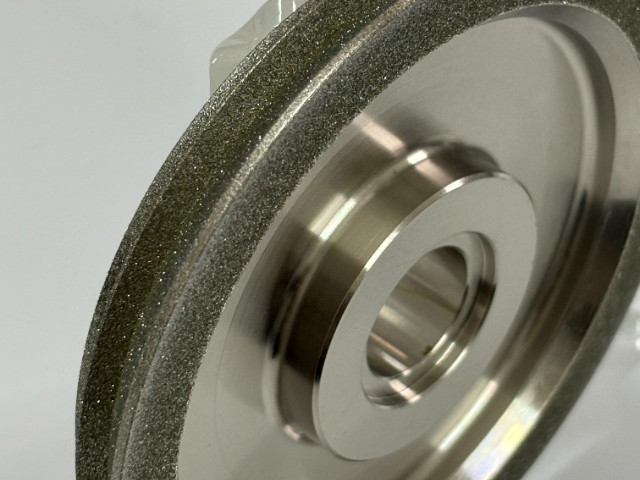
电镀金刚石砂轮的组成、特性和用途可以总结如下:组成:电镀金刚石砂轮是用电化学法制作的金刚石砂轮,其工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。特性:硬度高:金刚石是地球上只硬的物质之一,具有极高的硬度和热稳定性,适用于高速和高温的磨削场合。寿命长:金刚石砂轮的使用寿命比普通的氧化铝砂轮更长,磨削效率更高。表面质量好:金刚石砂轮磨削出来的工件表面光洁度高,不易产生划痕和松散颗粒。结合力强:电镀工艺使金刚石颗粒与金属基材之间的结合力更强,不易脱落。磨削效率高:电镀金刚石砂轮更薄,磨削效率高,减少热量积聚。加工精度高:电镀金刚石砂轮具有更好的保形性,能提供更高的加工精度。无需修整:使用方便,降低了操作难度。用途:机械加工工业:电镀金刚石砂轮已成功地应用于修整成形磨削用的普通砂轮或直接对工件进行成型磨削,很多用于加工曲轴、轴承、液压阀件等。电气电子工业:电镀金刚石砂轮是切削半导体等硬脆的贵重材料的比较好工具,也用于石墨和碳精材料的加工。玻璃工业:电镀金刚石砂轮用于在普通平板玻璃上进行磨边、钻孔、扩孔等操作。这款砂轮的电镀工艺独特,确保金刚石颗粒的均匀性。

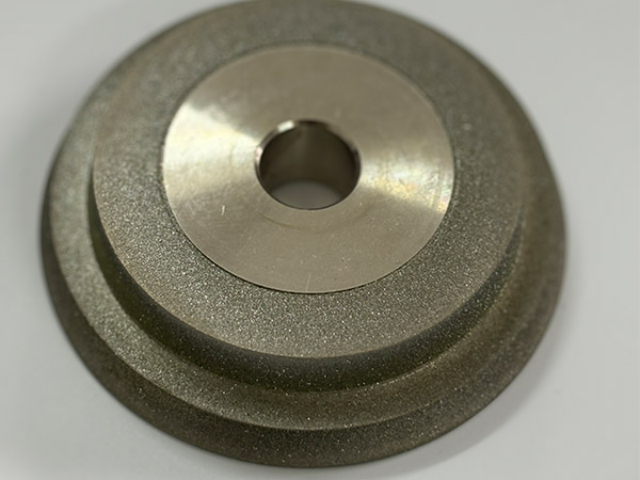
更换旧砂轮是一个需要谨慎操作的过程:一、准备工作关闭砂轮机电源,断开电源插头,确保安全123。确定需要更换的砂轮片规格和型号,以免误买不合适的砂轮片1。准备工具:扳手、弹簧夹子、钳子等,并确保工作台面干净整洁13。二、拆卸旧砂轮用扳手松开紧固螺栓,取下旧砂轮片1。如砂轮片过于牢固,使用弹簧夹或钳子将其夹住,并再次松开螺栓,操作需小心,以免破坏砂轮片或砂轮机1。用刚性硬毛刷处理砂轮机轴上的尘土和杂物,以保证砂轮片安装牢固1。三、安装新砂轮将新砂轮片与轴心对准,并注意安装方向、型号和规格是否合适12。用扳手将紧固螺栓拧紧,不要过紧或过松,以免产生松动或破损1。当金刚石砂轮外径大于150毫米时,装上法兰盘后要注意先进行平衡。然后装到磨床上进行修整,修整后应该再次进行平衡检查,检查好之后才能使用4。四、检查和测试安装完成后,轻轻转动砂轮,确保其旋转顺畅且没有松动感2。重新连接电源并进行试运行,以确保砂轮能正常工作2。五、注意事项在操作砂轮机时,必须佩戴防护眼镜、口罩和耳罩等防护措施,以保护个人安全和健康这款砂轮采用电镀金刚石,适用于各种硬脆材料的磨削。黑龙江双斜边电镀金刚石砂轮生产厂家
电镀金刚石砂轮,是您加工过程中不可或缺的良伴。上海铜烧结电镀金刚石砂轮供应商
选择合适的电镀金刚石砂轮时,需要考虑以下几个关键因素:工件材料和加工要求:根据工件的材料和加工要求来选择合适的砂轮。金刚石砂轮是磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料的比较好磨具。如果需要磨削钢料,则不能选择金刚石砂轮,因为金刚石在700℃~800℃时容易碳化,此时应选择CBN砂轮。金刚石粒度:粗磨时,应选择磨料较粗的砂轮,以提高生产效率。细磨时,则选择磨粒较细的砂轮,以满足精度要求。接角面大的、变形量大的或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。硬度:根据工件硬度选择合适的砂轮硬度。工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。当磨削温度高,冷却条件差时,也应选用较软的砂轮,以避免对工件造成烧伤。金刚石种类:可选择天然金刚石或人造金刚石,具体根据使用场景和需求决定。结合剂类型:考虑金刚石固结砂轮的结合剂类型,如树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂等,不同结合剂有不同的黏结力和耐磨性。金刚石浓度:根据工件精度和磨削效率的要求,选择合适的金刚石浓度。粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,可以选择更高的金刚石浓度。上海铜烧结电镀金刚石砂轮供应商
- 江西青铜电镀金刚石砂轮供应商 2024-12-22
- 黑龙江烧结类电镀金刚石砂轮定做 2024-12-22
- 黑龙江碗型电镀金刚石砂轮生产商 2024-12-21
- 河南金属结合剂电镀金刚石砂轮定做 2024-12-21
- 平行电镀金刚石砂轮厂商 2024-12-20
- 江苏磨钨钢电镀金刚石砂轮生产厂家 2024-12-19
- 西藏烧结电镀金刚石砂轮厂商 2024-12-19
- 重庆陶瓷电镀金刚石砂轮价格 2024-12-19
- 天津碗型电镀金刚石砂轮厂商 2024-12-17
- 河南电镀电镀金刚石砂轮价格 2024-12-17
- 青海平行烧结电镀金刚石砂轮厂家 2024-12-17
- 内蒙古烧结电镀金刚石砂轮价格 2024-12-17