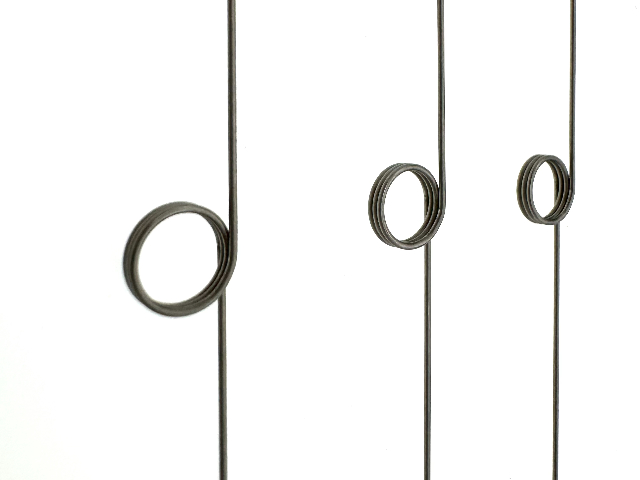
设计扭转弹簧时使其簧圈紧密接触,目的就是促进旋转并使其产生角度回弹力.礼毕结构有很多种选择,这样可以以多种不同的方式固定弹簧,对于扭转弹簧而言,需要考虑的力臂规格包括力臂角度,力臂长度和力臂收口类型.弹簧在同侧呈直线或平行时,力臂角度视为0度,角度沿着非旋转方向而增大,力臂收口类型包括直扭,直线偏移式,铰链式,短拉钩收口和拉钩收口.为满足应用要求,可以弯曲,扭曲扭转弹簧的收口,或者将其收口制成拉钩或拉环.双扭弹簧由一组右手旋转簧圈和一组左手旋转簧圈组成,这些簧圈通常以绕线之间的未密身的部分相连,并且这些簧圈平行旋转,需单独设计该部分,其扭矩总值为两端黄圈之和。在精密制造领域,玖胜的扭转弹簧以其高精度和长寿命著称。不锈钢扭簧参数

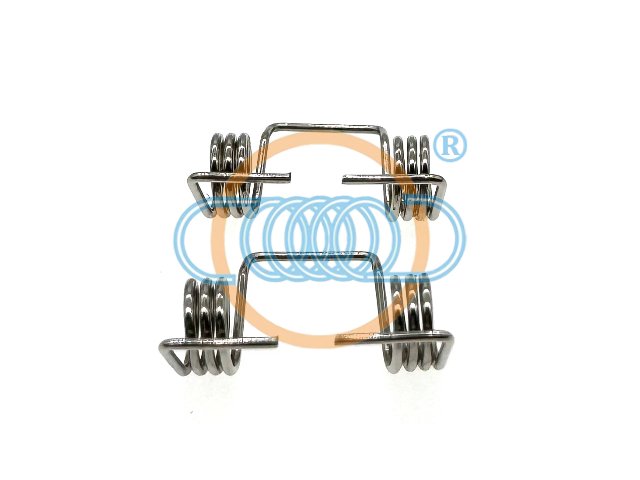
不锈钢弹簧是化工机械和电子等诸多行业中工作环境要求耐腐蚀,耐高低温,无磁使用的一款的弹性元件,不锈钢弹簧在受载时能产生较大的弹性变形,把机械功或动能转化为弹性势能,而卸载后不锈钢弹簧的变形消失并回复原状,将变形能转化为机械功或动能。不锈钢弹簧有以下特点:表面状态均匀而且美观所制成的弹簧弹性均匀,而且易于弹簧的生产成型可塑性高,抗疲劳强度高,耐热耐腐蚀用户可选择材料的表面状态:裸线、、镀镍弹簧线、镀树脂弹簧线。不锈钢弹簧出厂又分为亮面、雾面、半亮面。客户可根据产品精密美观程度的要求进行选择。无磁性或弱磁性均可使用于电子、家电、工业、民用等产品。是常见的弹簧材料之一。在弹簧生产厂家中,被广泛应用不锈钢扭转弹簧订制弹簧定制,东莞弹簧厂家,汽车弹簧定制厂家,医疗弹簧,拉伸弹簧定制。

在完成扭簧的加工后,需要进行检验,以保证扭簧符合要求。1.外观检查:首先,需要对扭簧的外观进行检查,确保表面光滑、无裂纹、无变形等问题。2.功能检查:接下来,需要对扭簧的功能进行检查,如弹性、硬度等,以确保扭簧符合设计要求。四、包装阶段在完成检验后,需要将扭簧包装起来,以便存放和运输。+日1.包装材料:选择适合的包装材料,如泡沫箱、纸箱等,并根据扭簧规格进行必要的尺寸调整。2.包装方式:将已检验合格的扭簧放入包装材料中,并采用适当的包装方式,如填充物、缓冲材料等,以确保扭簧在运输过程中不受损。3.标识:在包装完成后,需要在包装上标识出扭簧的相关信息,如规格、材料、数量等。通过上述流程,扭簧加工工艺已经完成。加工人员在对每个环节进行仔细把握的同时,还需注意安全生产,保证加工质量。只有这样,才能够使得加工出来的扭簧在使用时能够满足设计要求,为机械装置和电子设备提供可靠的弹性支撑。
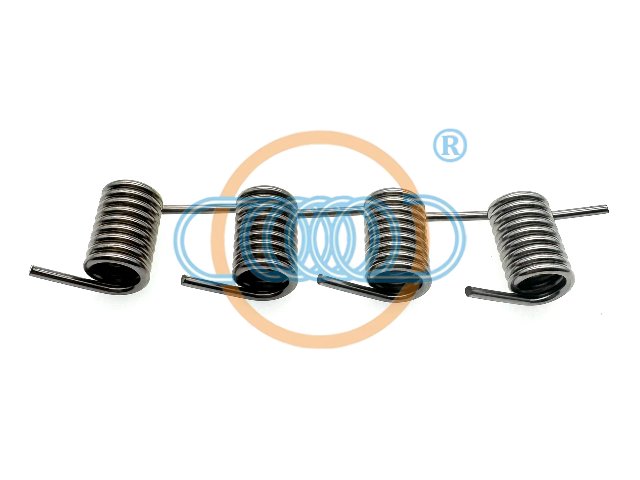
扭转弹簧 通过对材质柔软、韧度较大的弹性材料的扭曲或旋转进行蓄力,利用杠杆原理释放,使被发射物具有一定的机械能。现代的扭转弹簧扭力杆多用弹性极好的钢材制造,形式也有很大变化,有机械表里面的游丝,有玩具陀螺里的动力弹簧,也有坦克、汽车里的扭力杆。扭力杆体积小扭力大,作为交通运输工具的避震工具再好不过了。1、缓和冲击和吸收振动:这类弹簧具有较大的弹性变形能力,可吸收振动和冲击量。如汽车、火车中的缓冲弹簧、联轴器中的吸振弹簧等等。2、控制机构的运动:这类弹簧要求在某一定变形范围内的作用力变化不大。如内燃机中的阀门弹簧、离合器中的控制弹簧,自动机床凸轮机构中的弹簧等等。3、储存能量:这类弹簧既要求有较大的弹性,又要求作用力较稳定。如钟表弹簧、自动机床中刀架自动返回装置中的弹簧等等。4、测量力的大小:这类弹簧要求其受力与变形呈线性关系。如测力仪及弹簧秤中的弹簧等等。弹簧的种类很多,按承受载荷的不同可分为拉伸弹簧、压缩弹簧、扭转弹簧和弯曲弹簧等。按弹簧形状不同可分为:螺旋弹簧、蝶形弹簧、环形弹簧、盘簧、板弹簧等。玖胜品牌注重研发创新,不断推出高性能的扭转弹簧产品。
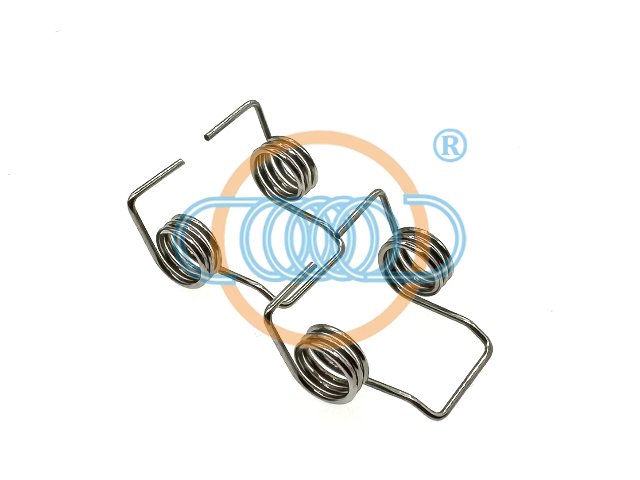
弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。玖胜的扭转弹簧的材质选择精良,确保产品在不同环境下都能保持优异性能。不锈钢316电推剪弹簧公司
扭转弹簧的材质决定了其适用场景和寿命。不锈钢扭簧参数
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。不锈钢扭簧参数