- 品牌
- HYDRA,上海海塔,海特尔
- 型号
- 齐全
- 产地
- 上海
- 是否定制
- 否
液压扳手是常规的液压扭矩扳手套件,一般是由液压扭矩扳手本体、液压扭矩扳手**泵站以及双联高压软管和**度重型套筒组成。广泛应用于管道等行业的施工,检修,抢修等工作中。由于其使用的频繁性,如何延长使用寿命,是摆在每个使用者面前的一大问题。接下来就给大家介绍一下这方面的知识。方法:1、不得使用没有经过专业培训的人员单独操作液压扭矩扳手‚操作者必须认真阅读和理解操作手册‚对液压扭矩扳手的积淀原理‚对液压扭矩扳手的安装、调试、试机、操作、保养和维护要有深入了解‚并经过操作培训‚经过专门考核‚确认其能力可否能胜任此工作‚方可操作。2、控制好系统的油温:系统允许的比较低油温为25℃。比较好的工作温度为35℃-45℃‚超过45℃对系统是不利的。若超过规定值应对系统进行检查‚及时排查。3、液压油的选择:液压油的质量和洁净度以及工作粘度决定了液压扭矩扳手液压系统工作的可靠性‚以及液压扭矩扳手的效率、寿命、经济性。所以必须采用抗磨液压油‚要求液压油的密度是‚闪点255℃,流点-9℃‚粘度68CM2/S(40℃)、(100℃)‚粘度指数102。结构简单、维护方便、经济实用。大功率驱动式液压扳手厂家直销

液压件装配过程中应注意的几个问题:1、检查配合面及接头螺纹是否清洁,用无毛纸或绸料等物擦拭配合面及接头螺纹,直至达到要求为止。2、在连接面处不允许有电泳漆,电泳漆的存在会影响装配质量和液压元件的密封性。3、避免在装配过程中对液压元件的磕碰划伤,结合面处的防护帽在装配时方可取下,不允许提前去除。4、放置o形圈时,应擦干净手,用手将o形圈放入o形槽内,压平。不允许戴手套放置o形圈,不允许抹润滑脂。装完后还应仔细检查o形圈与法兰槽的配合情况,配合不合适的应放在一旁,不予装配。因为,如果o形圈放置的位置不合适,在紧固过程中就会造成o形圈变形甚至损坏,使配合面出现压紧力不均匀,丧失密封性能,出现漏油现象,应该说这点以前做的不是很好。不允许抹润滑脂是为了避免污染液压油,防止液压油变质。5、拧紧接头体时,必须手动将接头拧到底,再用相应规格的扭力扳手拧紧到规定转矩。但就笔者的观察,好多工人图方便快捷,直接用气动冲击扳手拧紧,这是应该避免的。6、装配软管时,要求软管接头与油口连接后不会由于装配、使用等因素在软管上产生扭曲或转矩,因此正确的安装顺序是:先拧紧胶管的弯头端,后拧紧直端;带铰接头的胶管应先拧紧铰接头端。驱动式液压扳手供应商采用标准热处理过程,终身保用。
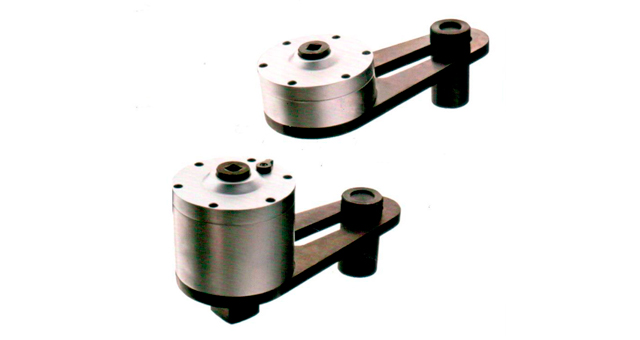
驱动式液压扳手采用一体成型设计,壳体采用***铝钛合金材料,重量轻,强度高,韧性高,耐磨损,可承载强度达300000PSI(2068MPa)。2)机身设计摈弃传统的螺栓连接的方式,而采用一体成型设计,安全性高。3)整机采用有限元分析设计优化和制造工艺,减小尺寸和重量。4)设计精巧,尽量消除因摩擦和震动引起的功率损失(内部传动结构组件越少越好),提高重复精度,延长使用寿命,降低维护费。5)驱动轴为同轴式双层花键设计,反作用力臂与驱动轴沿螺栓轴线相结合,埃尔森紧固系统(武汉)有限公司可360旋转。与所有标准尺寸的方驱套筒一起使用,方便连接螺栓和取出螺栓的操作转换,转换套筒时无需拆卸扳手。6)棘轮粗齿设计,强度更高,不易磨损。7)抗逆转擎子设计,能够克服螺栓变形回弹导致的扳手逆转现象,不损失旋转角度,精确。8)360×180油管旋转接头,无空间限制,自由操作,避免狭小操作空间对油管角度限制。9)自带通用型反作用力臂,采用扳机式锁扣轻松按动,可360微调式固定,**机身,长久不变形。10)具有同步紧固按钮,保证同步紧固螺栓,带压力自动释放扳机,可快速释放止回挚子,防止卡死,轻易取下工作位置的机具。
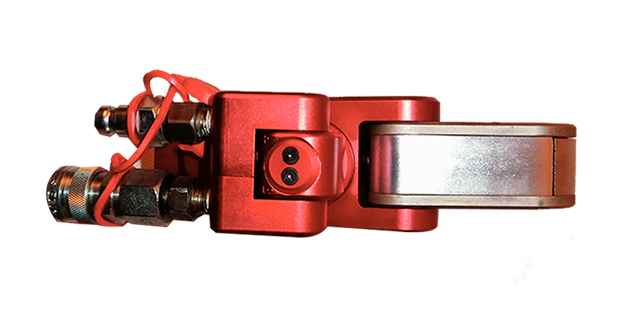
检查超高压软管有无折弯等损伤;连接时先理顺软管不得纠结,插头插座擦干净无污物,将快装接头插到底,确保连接可靠,并用手将螺纹套锁紧,否则快装接头内单向阀未顶开无法正常供油。操作程序:1)线控开关按钮功能:按下(RUN)按钮,油缸推进;松开按钮,油缸自动复位。按下(STOP)按钮,油泵停止。2)液压泵起动前,先打开(旋松)压力调节阀,再打开电源(ON),检查液压泵运转是否正常;然后点动线控按钮数次,运转数分钟,将压力调节到所需预设压力值。额定压力为70Mpa。它是由液压扳手、动力源、高压软管、套筒四类产品组成。

通过螺母转角控制预紧力根据需要的预紧力计算出螺母转角拧紧时量出螺母转角就可以达到控制预紧力的目的。测量螺母转角**简单的方法是刻一条零线,按鲁母转过几方的数量来测量螺母角,螺母转角的测量精度可控制在10°-15°内。3、通过螺栓伸长量控制预紧力由于螺栓的伸长量只和螺栓的应力有关,可以排除摩擦系数、接触变形、被连接件变形等可变因素的影响。所以,通过通过螺栓伸长量控制预紧力可以获得很高的精度,此种方法被广泛应用于重要场合螺栓连接的预紧力控制。4、通过液压拉伸器控制预紧力使用液压拉伸器给螺栓施加拉紧力,使螺栓伸长,然后旋合螺母,待卸下载荷,由于螺栓收缩就可在连接中产生和拉力相等的预紧力。此种方法可以提高预紧力的控制精度。液压拉伸器给螺栓施加预紧力时没有摩擦力,故该方法适用于任何尺寸的螺栓,而且可以给一组螺栓同时施加预紧力,均匀压紧螺母和垫片,不致出现倾斜而影响预紧力的精确控制。5、利用转角控制预紧力利用拧紧力矩与转角的关系控制预紧力就是给螺栓施以一定的力矩,然后使螺母转过一定的角度,检查**后的力矩与转角是否满足应有关系,以避免预紧不足或预紧过度。End来源:直观学机械整理。中控液压扳手是由动力头与工作头组成。大功率驱动式液压扳手厂家直销
液压扳手HTK系列-中空式。大功率驱动式液压扳手厂家直销
不得使用没有经过专业培训的人员单独操作液压扭矩扳手‚操作者必须认真阅读和理解操作手册‚对液压扭矩扳手的积淀原理‚对液压扭矩扳手的安装、调试、试机、操作、保养和维护要有深入了解‚并经过操作培训‚经过专门考核‚确认其能力可否能胜任此工作‚方可操作。2、控制好系统的油温:系统允许的比较低油温为25℃。比较好的工作温度为35℃-45℃‚超过45℃对系统是不利的。若超过规定值应对系统进行检查‚及时排查。3、液压油的选择:液压油的质量和洁净度以及工作粘度决定了液压扭矩扳手液压系统工作的可靠性‚以及液压扭矩扳手的效率、寿命、经济性。所以必须采用抗磨液压油‚要求液压油的密度是‚闪点255℃,流点-9℃‚粘度68CM2/S(40℃)、(100℃)‚粘度指数102。大功率驱动式液压扳手厂家直销

对于采用高的强度合金材料及热处理的方法来达到减小部件的尺寸和重量的目的。由于目前全球贸易的普遍化,寻找到高的强度材料的难度并非很大,然而由于为了进一部的提高的强度,还必须采取热处理及表面处理,对于希望部件强度达到1000MPa以上并且稳定,并且对于材质强度的均匀性也要求极高(主要是由于液压方驱扳手内部零件的不规则所影响),目前国内企业还很难对于液压方驱扳手内部零件的强度达到1000MPa以上,即使能个别达到,也很难达到批量的稳定性独特的同心反作用力臂,根据现场状况量身定做。德国定扭矩液压扳手维修通过螺栓伸长量控制预紧力由于螺栓的伸长量只和螺栓的应力有关,可以排除摩擦系数、接触变形、被连接件变形...
- 德国中空式液压扳手咨询报价 2024-12-04
- 上海中空式液压扳手维修 2024-12-04
- 德国中空式液压扳手按需定制 2024-12-03
- 上海大功率驱动式液压扳手常见问题 2024-12-03
- 上海大功率驱动式液压扳手供应商 2024-12-03
- 定扭矩液压扳手批量定制 2024-12-02
- 德国液压扳手供应商 2024-12-02
- 上海自动可调液压扳手是什么 2024-12-01
- 全自动液压扳手出厂价 2024-12-01
- 驱动式液压扳手比较价格 2024-11-30



- 德国中空式液压扳手品牌 2024-11-29
- 上海海塔液压扳手价格 2024-11-28
- 德国大扭矩液压扳手比较价格 2024-11-28
- 德国全自动液压扳手出厂价 2024-11-28
- 上海电动液压扳手要多少钱 2024-11-28
- 德国自动可调液压扳手定制 2024-11-27




- 德国三爪式液压拉马参考价 12-03
- 上海轨道交通扭矩倍增器出厂价 12-03
- 上海扭矩比扭矩倍增器咨询报价 12-03
- 德国中空式液压扳手按需定制 12-03
- 德国自锁式液压拉马价格 12-03
- 轴心分体液压拉马商家 12-03
- 上海桥梁悬索张拉器液压螺栓拉伸器 12-03
- 上海大功率驱动式液压扳手常见问题 12-03
- 上海大功率驱动式液压扳手供应商 12-03
- 上海扭矩倍增器要多少钱 12-02