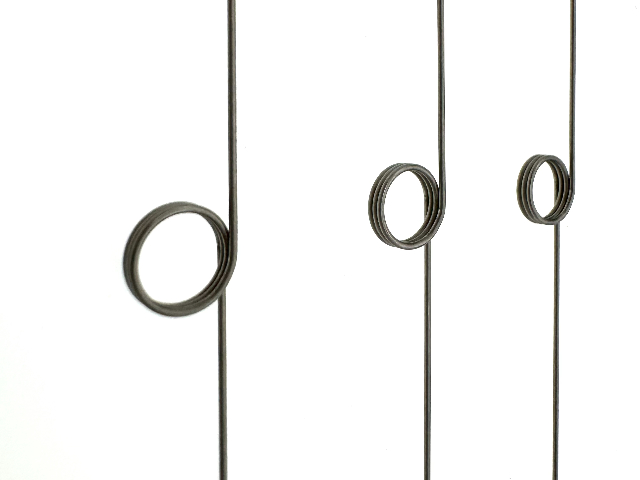
购买扭转弹簧时需要注意扭转弹簧的以下几点参数:参数一:要根据自己所需要的弹簧弹力的大小来选择弹簧线的粗细程度。一般用字母d来表示。参数二:还要了解扭转弹簧的截面直径大小。参数三:扭转弹簧的自然长度,以及扭转弹簧的扭转角度是多少,要计算好扭转弹簧所能够支撑的作用力才可以延长扭转弹簧的使用寿命。参数四:还要了解不同的扭转弹簧负荷时多少,然后才可以根据自身需要选购弹簧参数五:要特别注意的是弹簧的螺旋方向,这是我们日常生活中常见的失误区,人们往往将方向旋转记错。所以这一点一定要好好记住。玖胜扭转弹簧生产厂家以生产耐疲劳弹簧为目标,专注耐疲劳弹簧20余年!东莞琴钢线双边扭簧质量好不好

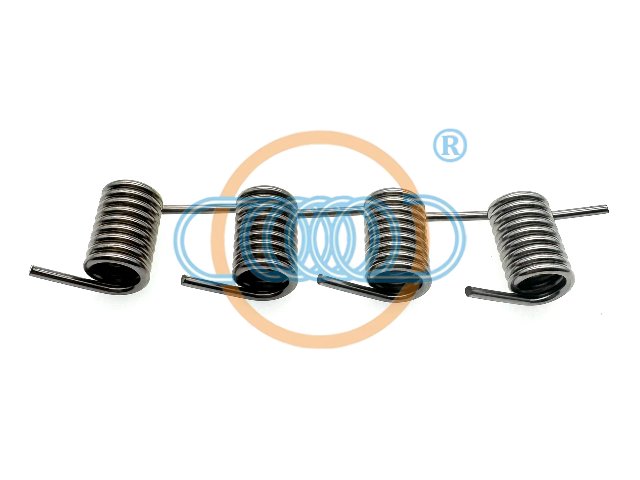
扭转弹簧是一种利用弹性来工作的机械零件。一般用弹簧钢制成。用以控制机件的运动、缓和冲击或震动、贮蓄能量、测量力的大小等广泛应用于计算机,电子,家电,照相机,仪器,门,摩托车,收割机,汽车,等行业!(1)扭转弹簧的冷成形工艺冷成形工艺一次性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。(2)扭转弹簧的热成形工艺热成形工艺速度能力。目前我国在(9~25)mm规格上的成形只有CNC2轴热卷簧机,速度每分钟17件。与发达国家相比之下差距较大。广东扭簧厂商玖胜,您值得信赖的扭转弹簧品牌,我们用心为您打造每一款产品。

弹簧电镀锌层,锌在干燥的空气中较安定,几乎不发生变化,不易变色,在潮湿的空气中会生成一层氧化锌或碳式碳酸锌的白色薄膜,这层致密的薄膜可阻止继续遭受腐蚀,因此度锌层用于弹簧在一般大气条件下防腐蚀保护层,凡与硫酸、盐酸、苛性钠等溶液相接触,以及在三氧化硫等气氛的潮湿空气中工作的弹簧,均不宜用锌镀层。一般镀锌层镀后径钝化处理,钝化可提高镀层的保护性能和增加表面美观。电镀隔层:在海洋学或者高温的大气中,以及与海洋接触的弹簧,在70笔热水中使用的弹簧,镉比较安定,耐腐蚀性能较强,镉镀层比锌镀层光亮美观、质软,可塑性比锌好,镀层氢脆性小,适宜与弹簧作保护层,但镉稀少,价昂贵,且镉盐毒性大,对环境污染很厉害,因此在使用上受到限制,故大多数只在航空,航海及电子工业所用的弹簧才使用镉镀层做保护层。为了提高镉镀层的防蚀性能,可在镀后进行镉化处理,锌与镉镀层的厚度决定着保护能力的高低,厚度的大小哟版应根据使用时工作环境来选择,镀锌层厚度推荐在6-24队m范围内选取,镀镉层厚度推荐在6-12Dlm范围内选取。
弹簧热处理的目的就是在于充分发挥材料的潜力,使之达到或接近需要的力学性能,从而保证弹簧在使用状态下长期可靠的工作。玖胜弹簧厂家在选择材料时,会考虑到弹簧的用途,重要程度,使用条件,包括载荷性质,大小及循环特性,工作持续时间,工作温度和周围介质情况等。加工热处理和经济性等因素。同时,也会参照现有设备中使用的弹簧,选做出较为合适的材料。随着机械向高速度,重载荷,质量轻,体积小的方向发展,对弹簧也突出了更高的要求,为了消除不利的剩余应力,改善弹簧表层的应力分布状况,获得高的有效应力,除了在选着材料和热处理中采取措施外,不少弹簧厂家在弹簧的制造中,经常采用机械强化工艺,列如抛丸处理,强压,拉,扭处理等精密弹簧生产厂家,玖胜五金弹簧值得信赖,品类齐全。
我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。扭转弹簧的材质决定了其适用场景和寿命。广东不锈钢扭簧公司
我司可生产的弹簧线径范围:0.08-5.0mm!东莞琴钢线双边扭簧质量好不好
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。东莞琴钢线双边扭簧质量好不好