- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
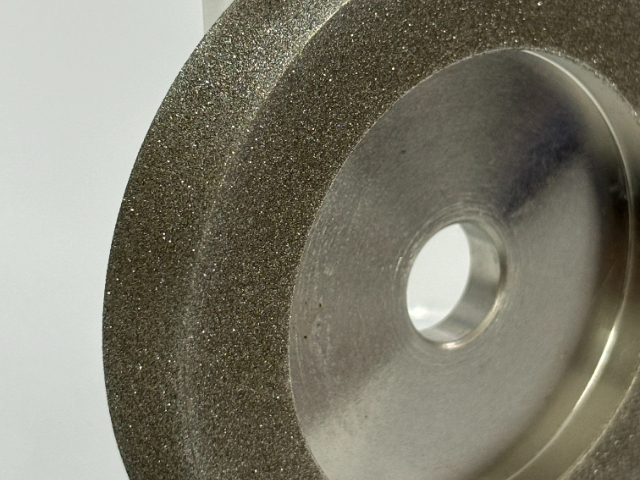
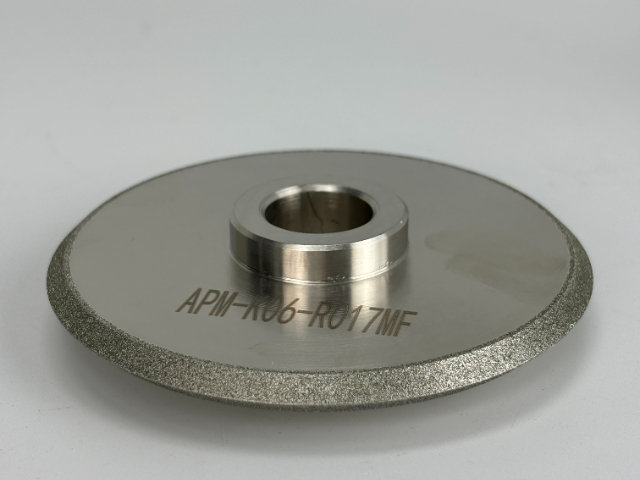
- 电镀
电镀金刚石砂轮与传统金刚石砂轮相比,具有以下优势:更强的结合力:电镀金刚石砂轮是通过电化学法制作的,金刚石颗粒直接通过电流粘合到金属基材上,与金属结合紧密,提供了更强的结合力。更薄的砂轮:电镀金刚石砂轮比其他类型的金刚石砂轮更薄,这使得它们能够更快地去除材料并减少热量积聚。更精确和更易于控制:由于电镀金刚石砂轮的薄度和精确性,它们通常用于小零件和易碎材料的精细精密研磨,具有更高的磨削精度和更好的控制性。生产成本低:电镀金刚石砂轮的生产工艺相对简单,成本较低,同时使用寿命也较长,为企业降低了生产成本。使用便捷:电镀金刚石砂轮在机械加工业中应用很多,可以对普通工件及砂轮进行成型磨削,还能用于加工淬硬钢材以及硬质合金磨具,使用非常便捷。环保:电化学法作为电镀金刚石砂轮的主要生产工艺,具有操作简单、对环境污染小、成品性能佳等优势。然而,电镀金刚石砂轮也有其局限性,如镀层厚度较薄、生产工艺相对复杂等,需要根据具体的应用场景和需求进行选择。这款砂轮采用电镀金刚石,适用于各种硬脆材料的磨削。陕西烧结式电镀金刚石砂轮厂商
选择合适的电镀金刚石砂轮,主要需考虑以下几个因素:工件材料:金刚石砂轮主要用于磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料。对于其他类型的材料,如钢料,则可能需要选择CBN砂轮,因为金刚石在700℃~800℃时容易碳化。加工要求:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,以提高生产效率。精磨时,应选用磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。接角面大、变形量大或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石粒度:需从工艺要求、结合剂种类和砂轮的打磨效率等多个方面综合考虑。结合剂类型:金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。不同结合剂的黏结力和耐磨性有所不同。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择时需要考虑粒度、粘结剂的粘结力、磨削效率以及磨料的质量要求等因素。其他指标:还需考虑线速度、砂轮粒度与切入量关系、砂轮粒度与表面粗糙度关系等指标。陕西烧结式电镀金刚石砂轮厂商电镀金刚石砂轮,提升加工质量。
安全注意事项穿戴防护用品:操作人员必须穿戴防护眼镜、防护手套等防护用品,确保人身安全。禁止无关人员靠近:在磨削过程中,应禁止无关人员靠近磨床,以免发生意外。紧急停机:在发生异常情况时,应立即按下紧急停机按钮,停止磨床运行。砂轮破裂处理:如砂轮发生破裂,应立即停机,并清理现场,确保无碎片残留。四、维护与保养定期检查:定期对金刚石砂轮和磨床进行检查,确保各部件完好,无异常现象。清洁保养:在每次使用前后,应对金刚石砂轮和磨床进行清洁保养,去除油污和灰尘。存放环境:金刚石砂轮应存放在干燥、通风、无腐蚀性气体的环境中,避免受潮、受热或受污染。润滑维护:定期对磨床各部件进行润滑维护,确保磨床的正常运行。五、总结金刚石砂轮的使用守则涵盖了使用前准备、使用过程中注意事项、安全注意事项、维护与保养等方面。遵守这些守则,可以确保金刚石砂轮在使用过程中的安全性和效率,延长其使用寿命,提高加工质量。同时,也有助于减少意外事故的发生,保障操作人员的人身安全。
选择合适的电镀金刚石砂轮时,需要考虑以下几个关键因素:工件材料和加工要求:根据工件的材料和加工要求来选择合适的砂轮。金刚石砂轮是磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料的比较好磨具。如果需要磨削钢料,则不能选择金刚石砂轮,因为金刚石在700℃~800℃时容易碳化,此时应选择CBN砂轮。金刚石粒度:粗磨时,应选择磨料较粗的砂轮,以提高生产效率。细磨时,则选择磨粒较细的砂轮,以满足精度要求。接角面大的、变形量大的或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。硬度:根据工件硬度选择合适的砂轮硬度。工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。当磨削温度高,冷却条件差时,也应选用较软的砂轮,以避免对工件造成烧伤。金刚石种类:可选择天然金刚石或人造金刚石,具体根据使用场景和需求决定。结合剂类型:考虑金刚石固结砂轮的结合剂类型,如树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂等,不同结合剂有不同的黏结力和耐磨性。金刚石浓度:根据工件精度和磨削效率的要求,选择合适的金刚石浓度。粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,可以选择更高的金刚石浓度。电镀金刚石砂轮,高效去除毛刺和飞边,提高工件质量。
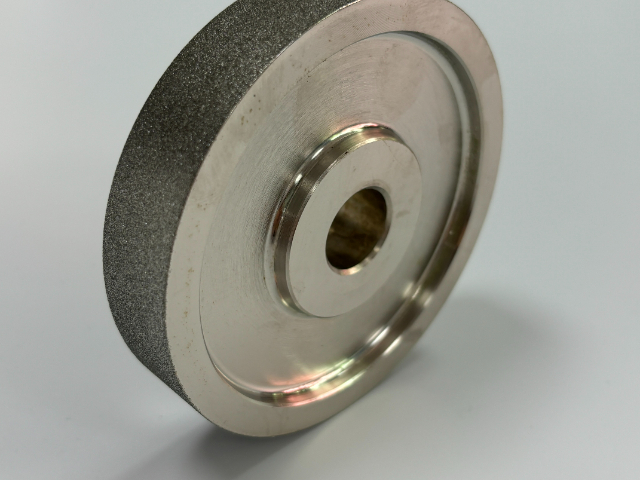
电镀金刚石砂轮主要用于研磨具有高硬度和脆性的材料,例如玻璃、陶瓷、非金属材料等。它在电子、光学、航空航天等领域有广泛的应用。此外,电镀金刚石砂轮也适用于磨削硬质合金、半导体硅片、金刚石复合片、金刚石刀具、新型工程结构陶瓷、宝石、水晶、磁性材料等高硬脆材料的机械加工中,并取得了良好的使用效果。由于电镀金刚石砂轮具有很强度、耐热性能好、切削锋利、磨削效率高、磨削过程中不易发热和堵塞、热膨胀量小、形状保持性好、容易控制加工精度等特点,它成为磨削高硬度和脆性材料的理想选择。然而,虽然电镀金刚石砂轮硬度高,但金刚石和普通钢的材质差异较大,砂轮容易被普通钢的刀屑卡塞和烧损。因此,电镀金刚石砂轮不适合用于普通钢的粗磨和修整,但可以用于高精度和高光洁度的磨削,如超精密磨削、镜面抛光等。在使用电镀金刚石砂轮进行磨削时,应根据具体磨削材料的硬度、磨削方式和磨削量选择合适的砂轮规格和细度。选用电镀金刚石砂轮,提升您的产品质量。天津烧结型电镀金刚石砂轮批发
选用电镀金刚石砂轮,磨削工作更顺畅。陕西烧结式电镀金刚石砂轮厂商
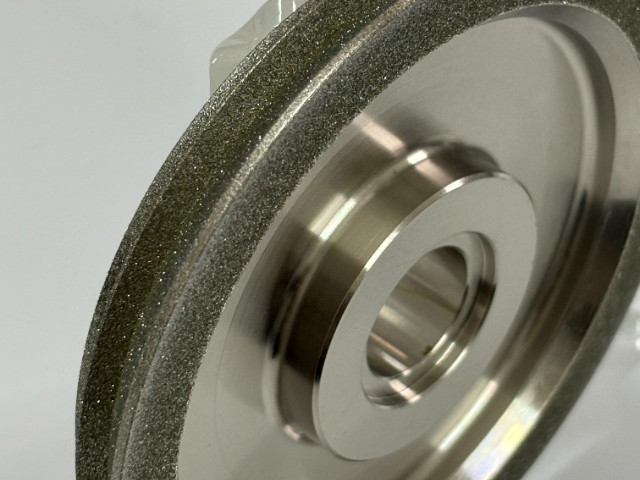
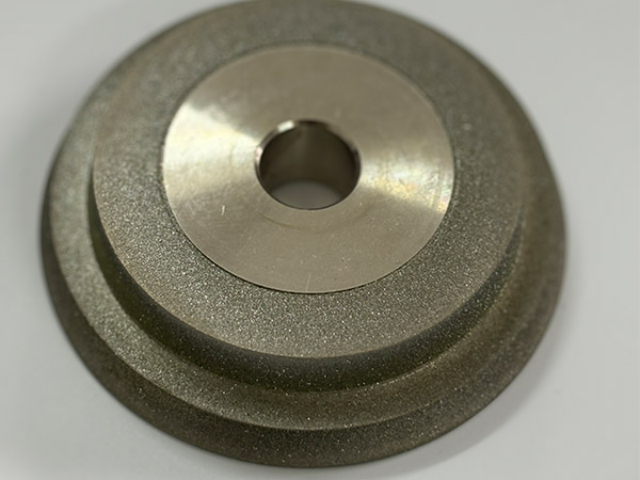
金刚石磨料是砂轮的主要工作部分,它负责进行磨削加工。金属结合剂通过电镀工艺将金刚石磨料紧密地结合在基体上,确保砂轮的稳定性和耐用性。基体是砂轮的基础结构,用于支撑金刚石磨料和金属结合剂。电镀金刚石砂轮的特性:高硬度:金刚石是已知只硬的物质之一,因此电镀金刚石砂轮具有极高的硬度,适用于磨削各种硬质材料。耐磨性好:金刚石磨料与金属结合剂之间的结合力强,不易脱落,使得砂轮具有较长的使用寿命。磨削效率高:电镀金刚石砂轮能够迅速去除工件表面的材料,提高磨削效率。精度高:电镀金刚石砂轮能够保持较好的形状和精度,适用于高精度磨削加工。环保节能:相比传统砂轮,电镀金刚石砂轮在磨削过程中产生的粉尘和噪音较少,有利于环保和节能。电镀金刚石砂轮的用途:机械加工:电镀金刚石砂轮很多用于机械加工行业,如汽车、模具、轴承等零部件的磨削加工。光学玻璃加工:在光学玻璃行业,电镀金刚石砂轮用于光学镜片的磨削、抛光等加工过程,确保镜片的光学性能。半导体加工:电镀金刚石砂轮也适用于半导体材料的切割、磨削等加工过程,如硅片、陶瓷基片等。石材加工:在石材加工行业,电镀金刚石砂轮用于石材的切割、磨削和抛光等加工过程。陕西烧结式电镀金刚石砂轮厂商
- 江西青铜电镀金刚石砂轮供应商 2024-12-22
- 黑龙江烧结类电镀金刚石砂轮定做 2024-12-22
- 黑龙江碗型电镀金刚石砂轮生产商 2024-12-21
- 河南金属结合剂电镀金刚石砂轮定做 2024-12-21
- 平行电镀金刚石砂轮厂商 2024-12-20
- 江苏磨钨钢电镀金刚石砂轮生产厂家 2024-12-19
- 西藏烧结电镀金刚石砂轮厂商 2024-12-19
- 重庆陶瓷电镀金刚石砂轮价格 2024-12-19
- 天津碗型电镀金刚石砂轮厂商 2024-12-17
- 河南电镀电镀金刚石砂轮价格 2024-12-17
- 青海平行烧结电镀金刚石砂轮厂家 2024-12-17
- 内蒙古烧结电镀金刚石砂轮价格 2024-12-17